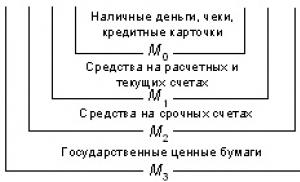
Технология попутного и встречного фрезерования металла. Способы фрезерования: встречное и попутное Какое фрезерование лучше встречное или попутное
Фрезерование, в зависимости от направления подачи и используемого металлорежущего инструмента, может быть:
- встречным;
- попутным.
Выбор в пользу той или иной технологии осуществляется на основании не только типа фрезы и направления подачи, но и толщины среза. При этом и встречное, и попутное фрезерование обладают как преимуществами, так и недостатками.
Специфика технологии попутного фрезерования
Под данной разновидностью фрезерных работ подразумевается, что обрабатываемое металлоизделие перемещается в одном направлении с движением фрезы. К достоинствам этой технологии можно отнести:
- простоту удаления образуемой в ходе работ стружки с заготовки, поскольку она остается за инструментом;
- отсутствие необходимости монтажа специальных зажимных приспособлений на металлорежущее оборудование, так как заготовка прижимается к столу за счет сил резания;
- обеспечение отменной шероховатости за счет плавного снятия припуска с болванки;
- медленный и равномерный износ зубьев фрезы, что позволяет снизить себестоимость фрезерных работ и продлить эксплуатационный период режущего инструмента.
Без «минусов» попутное фрезерование также не обходится. Прежде всего, при данном виде обработки нужно проверить устройство передвижения стола на наличие зазоров. Если они обнаруживаются, то следует быть готовым к сильным вибрациям, которые негативно отображаются на качестве работ.
Еще одна проблема – сильная ударная нагрузка на зубья фрез. Следовательно, чтобы сделать возможным использование фрез, станок должен обладать высокой жесткостью. Только на таких металлорежущих агрегатах можно максимально надежно закрепить заготовку.
Попутное фрезерование не подходит для обработки штамповок, поковок и прочих металлоизделий с необработанной поверхностью. Это объясняется тем фактом, что подобные болванки содержат особые включения, при попадании на которые зубья фрезы начинают выкрашиваться.
Характерные черты встречного фрезерования
Встречное фрезерование или фрезерование «против подачи» (так его называют многие специалисты) – способ металлообработки, при котором инструмент вращается в направлении, противоположном подаче обрабатываемого изделия. Реализация технологии сопровождается сложностями с отводом стружки. Выполняется этот процесс крайне неудобно из-за того, что образуемая стружка скапливается перед фрезой, а это значительно ускоряет ее износ.
При закреплении заготовки на столе необходимо применять специальные зажимы, обеспечивающие прочную фиксацию. Особенностью таких приспособлений является усложнение конструкции станка и снижение его эффективности.
Встречное фрезерование практически не используется при чистовой металлообработке, поскольку стружка серьезно повреждает обработанную металлическую поверхность. Кстати, неравномерность толщины снимаемого слоя металла – еще один недостаток данной методики металлообработки.
Что касается «плюсов» встречного фрезерования, то они сводятся к:
- упрочнению поверхностного слоя детали, обусловленного деформацией материала;
- мягкому осуществлению процесса резания, независимо от обрабатываемого металла. При этом плавно нагружается фрезерный станок.
В итоге, каждый из приведенных выше типов фрезерования обладает и преимуществами, и недостатками. Из этого следует, что выбор методики должен осуществляться индивидуально для каждого случая с учетом требуемой чистоты обработки. Узнать больше о фрезеровании можно на
Рисунок 101
При встречном фрезеровании направление подачи заготовки не совпадает с главным движением. При попутном – совпадает. Преимущества встречного фрезерования:
При наличии твердой корки на заготовке зуб фрезы подрезает ее снизу, а не ударяется и не выкрашивается;
Не наблюдается подхватывания заготовки силами резания, при котором резко увеличивается S z на величину зазора в паре винт-гайка цепи подач, поэтому можно работать даже на изношенном станке.
Недостатки:
Зуб фрезы не сразу врезается, а проскальзывает (а=0) поэтому наклепывает поверхность резания и сам изнашивается;
Стружка остается на передней поверхности и при врезании выкрашивает зуб фрезы.
При попутном фрезеровании все наоборот, поэтому на новом станке лучше применять метод попутного фрезерования, так как качество обработки выше.
5.8 Протягивание
Протягиваются поверхности различной конфигурации, как внутренние, так и наружные.
Скорость резания при протягивании – 2-15 м/мин.
Точность обработки 6-9 квалитеты, шероховатость Ra 0,63…2,5 мкм.
5.8.1 Конструкция протяжки
Если длина протяжки не превышает 15 диаметров и протяжка работает на сжатие, то она называется прошивкой.
Р исунок
102
исунок
102
Р исунок
103
исунок
103
1 – хвостовик;
2 – шейка;
4 – режущая часть;
5 – калибрующая часть;
6 – задний конец протяжки.
Рабочая часть протяжки изготавливается из сталей Р9, Р18, Р9Ф5, ХВГ (наименьшая способность деформироваться).
5 .8.2
Геометрические параметры
.8.2
Геометрические параметры
Рисунок 104
5.8.3 Элементы режима резания
V p – вдоль оси протяжки,
S z – подача на зуб, разность высоты соседних зубьев режущей части,
a – равняется подаче на зуб S z ,
b - зависит от формы и конструкции протяжки, которая определяется обрабатываемой поверхностью,
 ,
,
 .
.
На калибрующей части подъёма нет для улучшения класса шероховатости.
α=2…4 0 на режущей части протяжки, α=1…2 0 на калибрующей части.
5.8.4 Схемы протягивания
Профильная.

Рисунок 105
Получается наилучшее качество и точность обработки. Применяется редко из-за сложности изготовления зубьев протяжки.
Генераторная.

Рисунок 106
Точность и класс шероховатости ниже. Метод применяется широко, когда нет высоких требований к детали.
Прогрессивная (групповая).
Осуществляется по генераторной или профильной схеме.
Припуск между одинаковыми по высоте зубьями в группе разделяется по ширине. Снижаются силы резания, увеличивается стойкость.

Рисунок 107
5.8.5 Износ и стойкость протяжек
Износ по передней поверхности незначителен. Преимущественно изнашивается задняя поверхность протяжек. Для протяжки назначают технологический критерий изнашивания, так как протяжка является размерным инструментом. Величина изнашивания – до 0,2-0,3 мм, затем протяжка перетачивается. Температура резания является основным фактором, влияющим на изнашивание, так как при холостом ходе протяжка полностью охлаждается и скорости резания низкие. Очень мала толщина срезаемого слоя. Это основной фактор изнашивания.
S z =0,02-0,2
мкм.
z =0,02-0,2
мкм.
Рисунок 108
Процесс резания возможен при a>ρ.
Стойкость от 120 до 600 мин.
ρ – радиус округления режущей кромки.
Протяжка применяется только в крупносерийном и массовом производстве и как исключение в ремонтных цехах.
При цилиндрическом фрезеровании ось фрезы параллельна обрабатываемой поверхности; работа осуществляется зубьями, расположенными на цилиндрической поверхности фрезы. При торцовом фрезеровании ось фрезы перпендикулярна к обработанной поверхности; в работе участвуют зубья, расположенные как на торцовой, так и на цилиндрической поверхности фрезы. Торцовое и цилиндрическое фрезерование можно выполнять двумя способами: встречным фрезерованием, когда направление подачи s противоположно направлению вращения фрезы (рис. 8.10, а), и попутным фрезерованием (рис. 8.10, б), когда направление подачи s совпадает с направлением вращения фрезы.
При встречном фрезеровании нагрузка на зуб фрезы увеличивается постепенно, резание начинается в точке 1 и заканчивается в точке 2 с наибольшей толщиной атах срезаемого слоя (рис. 8.10, а).
При попутном фрезеровании зуб начинает резание со слоя наибольшей толщины, поэтому в момент входа зуба в контакт с обрабатываемой заготовкой наблюдается явление удара. При встречном фрезеровании процесс резания происходит спокойнее, так как толщина срезанного слоя возрастает плавно и, следовательно, нагрузка на станок возрастает постепенно. Попутное фрезерование следует выполнять на станках, имеющих достаточную жесткость и виброустойчивость, и главным образом при отсутствии зазора в сопряжении ходовой винт-гайка продольной подачи стола.
При обработке заготовок с черной поверхностью (по корке) попутное фрезерование применять не следует, так как при врезании зуба фрезы в твердую корку происходит преждевременный износ и выход из строя фрезы. При фрезеровании заготовок с предварительно обработанными поверхностями попутное фрезерование предпочтительнее встречного, что объясняется следующим. При попутном фрезеровании заготовка прижимается к столу, а стол к направляющим, благодаря чему повышаются жесткость
Инструмента и качество обработанной поверхности. При встречном же фрезеровании фреза стремится оторвать заготовку от поверхности стола.
Как при попутном, так и при встречном фрезеровании можно работать при движении стола в обоих направлениях, что позволяет выполнять черновое и чистовое фрезерование за одну операцию.
71. Торцевое фрезерование .
Торцевое фрезерование выполняется исключительно при помощи торцевых фрез. Для снятия припуска к вращательному движению фрезы также добавляется поступательное движение. Таким образом, в основном осуществляется фрезеровка металла на горизонтально-фрезерных станках.
Торцевые фрезы предназначены для обработки плоскостей на вертикально- и горизонтально- фрезерных станках. Торцевые фрезы имеют зубья, расположенные на цилиндрической пов-ти и на торце. Делятся на: насадные(с мелкими и крупными зубьями) и на насадные со вставленными ножами. «+» более жесткое крепление на оправке или шпинделе, более плавная работа из-за большого кол-ва одновременно работающих зубьев.
Торцовые фрезы
Торцовые фрезы широко применяются при обработке плоскостей на вертикально-фрезерных станках. Ось их устанавливается перпендикулярно обработанной плоскости детали. В отличие от цилиндрических фрез, где все точки режущих кромок являются профилирующими и формируют обработанную поверхность, у торцовых фрез только вершины режущих кромок зубьев являются профилирующими. Торцовые режущие кромки являются вспомогательными. Главную работу резания выполняют боковые режущие кромки, расположенные на наружной поверхности.
Так как на каждом зубе только вершинные зоны режущих кромок являются профилирующими, формы режущих кромок торцовой фрезы, предназначенной для обработки плоской поверхности, могут быть самыми разнообразными. В практике находят применение торцовые фрезы с режущими кромками в форме ломаной линии либо окружности. Причем углы в плане Ф на торцовых фрезах могут меняться в широких пределах. Наиболее часто угол в плане Ф на торцовых фрезах принимается равным 90° или 45-60°. С точки зрения стойкости фрезы его целесообразно выбирать наименьшей величины, обеспечивающей достаточную виброустойчивость процесса резания и заданную точность обработки детали.
Торцовые фрезы обеспечивают плавную работу даже при небольшой величине припуска, так как угол контакта с заготовкой у торцовых фрез не зависит от величины припуска и определяется шириной фрезерования и диаметром фрезы. Торцовая фреза может быть более массивной и жесткой, по сравнению с цилиндрическими фрезами, что дает возможность удобно размещать и надежно закреплять режущие элементы и оснащать их твердыми сплавами. Торцовое фрезерование обеспечивает обычно большую производительность, чем цилиндрическое. Поэтому в настоящее время большинство работ по фрезерованию плоскостей выполняется торцовыми фрезами.
Разбираемся в разнице качества фрезерования при встречном и попутном направлении режущих граней относительно материала.
Во время встречного фрезерования зуб фрезы во время снятия стружки с обрабатываемого материала нагружается плавно, благодаря чему ресурс инструмента исчерпывается гораздо дольше по сравнению с попутным фрезерованием.
Такой способ фрезерования также поможет продлить срок службы фрезы в случае с поверхностно уплотненной заготовкой, так как снятие стружки начинается с неплотного подкоркового слоя материала.
В зависимости от направления вращения фрезы выделяют 2 типа фрезерования: встречное и попутное.
Попутным называют такой способ фрезерования, при котором подача материала совпадает с направлением вращения фрезы, рис.1.
Рис. 1. Встречное фрезерование - А. Попутное фрезерование- Б.
Если же направление фрезерования и подача противоположно направлены, то имеем дело со встречным фрезерованием
Как недостатки, так и преимущества есть у обоих способов.
При попутном фрезеровании зуб фрезы в момент входа в заготовку нагружается скачкообразно, происходит удар о поверхность обрабатываемого материала. Как следствие из этого получаем повышенный износ инструмента. Наиболее существенно этот эффект проявляется при обработке поверхностно уплотненного материала и обработке поверхности прямозубыми цилиндрическими фрезами.
При попутном фрезеровании происходит уплотнение обрабатываемой поверхности. Это, конечно, нельзя однозначно отнести к достоинствам или недостаткам. Уплотнение связано с тем, что непосредственно в зоне обработки происходят пластические деформации срезаемого слоя материала, а благодаря тому, что силы давления фрезы и реакции заготовки в зоне обработки направлены встречно, происходит сминание (то самое уплотнение) слоя материала заготовки.
Благодаря тому, что фреза в процессе работы давит на заготовку, прижимая ее к опорной поверхности и тем самым увеличивая жесткость сопряжения, точность обработки получается выше, по сравнению со встречным фрезерованием.
Во время встречного фрезерования зуб фрезы во время снятия стружки с обрабатываемого материала нагружается плавно, благодаря чему ресурс инструмента исчерпывается гораздо дольше по сравнению с попутным фрезерованием. Такой способ фрезерования также поможет продлить срок службы фрезы в случае с поверхностно уплотненной заготовкой, так как снятие стружки начинается с неплотного подкоркового слоя материала. В области же плотной корки (выделена область «А» на рис.1 б) разделение материала происходит во многом за счет сил растяжения и изгиба. Эти виды нагрузки требуют гораздо меньшего усилия для разрушения материала, в отличие от сминания, которое имеем в случае с попутным фрезерованием.
При встречном способе фрезерования изменение плотности обрабатываемого слоя материала происходит в меньшей степени. Однако при этом возможно проскальзывание зуба по поверхности заготовки, что приведет к упрочнению продавленного слоя и последующему увеличению требуемой для обработки нагрузки.
При встречном способе обработки материала фреза в процессе работы стремится вытянуть слой материала из заготовки. При этом толщина срезаемой стружки непостоянна. Из-за вызываемых при этом упругих деформаций возникает вибрация и, как следствие, снижается качество обрабатываемой поверхности.
Итак, учитывая названные преимущества и недостатки рассматриваемых способов фрезерования можно сделать выводы, что попутное фрезерование больше подходит для:
Чистовой обработки;
В случаях, когда снимается тонкий слой за проход;
Обработки поверхностно не уплотненных материалов.
Встречное фрезерование больше подходит для:
Черновой обработки материала;
Обработки поверхностно уплотненных материалов.
Фрезерование это есть ни что иное как механическая обработка разного рода материалов методом резания. Фрезерование выполняется для того, чтобы получить деталь, которая будет иметь необходимую шероховатость, форму или размер в обработанном виде.
Многолезвийный инструмент, который устанавливается на станке, в процессе фрезерования обычно совершает движение вращения, а заготовка, обрабатываемая с помощью этого режущего инструмента, движется в поступательном режиме.
Сам процесс резания при фрезеровке будет характеризоваться сменяющими друг друга холостыми и рабочими циклами зубьев фрез. Кроме того, могут меняться температурные колебания нагревания зубьев, сменой нагрузки, подаваемой на каждый зуб фрезы или сменой толщины снимаемой стружки.
Во время фрезеровки резание детали происходит исключительно на части дуги окружности и только до тех пор, пока зубья находятся в контакте с материалом, который обрабатывается. После этого следует холостой ход.
В процессе фрезерования каждый зуб фрезы должен преодолеть сопротивление своему действию со стороны обрабатываемого материала и силы трения, которые будут действовать на поверхности зубьев фрезы. Как правило, во время резки с заготовкой контактирует не один зуб, а сразу несколько, поэтому станку приходится преодолевать суммарное противодействие. В это время действует суммарная сила резания, она складывается из всех сил, которые действуют на зубья. Схема, по которой будут действовать силы резания во время фрезерования, будет зависеть от способа фрезеровки и типа рабочей фрезы.
Фрезерование, как радиальное, выполняемое торцевой фрезой , так и тангенциальное, с помощью цилиндрической фрезы, может быть выполнено двумя способами. Один из них – встречное фрезерование или против подачи. В этом случае направление движения материала будет противоположно направлению движения фрезы. Второй тип называется попутным фрезерованием или по подаче. В этом случае вращение самой фрезы и подачи будут совпадать.
Если фрезерование встречное , то толщина этого среза будет меняться от нуля, который можно заметить на входе зуба и до максимального значения. Его можно будет зарегистрировать при выходе зуба из контакта с заготовкой, которую он обрабатывает.
Если фрезерование попутное , то процесс резки будет наоборот происходить от максимума до нулевого значения.
Попутное фрезерование начинается с удара, происходящего в момент, когда зуб входит в контакт с обрабатываемой заготовкой, так как толщина среза в данном случае имеет максимальное значение. По этой причине попутную фрезеровку допускается производить только на станках, которые обладают достаточным уровнем жесткости. Кроме того, обязательно контролировать, чтобы не было зазора в сопряжении ходовой винт гайка между поперечной и продольной подачей фрезерного стола.
Если смотреть в целом, то попутная фрезеровка будет более выгодной при чистовых работах, когда корку, образующуюся на поверхности материала, уже сняли, а глубина срезаемого слоя не большая.
Процесс обработки при встречном фрезеровании характеризуется более спокойным резанием, так как толщина удаляемого материала нарастает плавно, а нагрузка на станок увеличивается постепенно. Встречная фрезеровка значительно полезнее при черновой обработке материала, при наличии корки или окалины (поковки).
К станкам с числовым программным управлением предъявляются особые повышенные требования по люфтам механизмов измеряемых в сотых долях миллиметра, по этому попутному фрезерованию здесь отдаётся предпочтение, что не всегда реализуемо на обычных станках.