Самостоятельная заточка циркулярных пил – задача, вполне осуществимая для домашнего мастера. Как наточить циркулярную пилу в домашних условиях Как наточить диск циркулярки болгаркой
Вне зависимости от используемого инструмента в работе, он всегда подлежит износу, но в некоторых случаях возможна временная реставрация. Так заточка дисковой пилы своими руками – это естественный процесс, который может выполнить любой желающий.
Взгляд изнутри на дисковую пилу
Сам диск изготавливается из весьма прочных сплавов 50ХФА, 9ХФ и 65Г, а иностранные компании используют свои варианты с похожими свойствами. Материал обладает повышенной надежность и жесткостью, благодаря чему казусы случаются крайне редко.
Но рабочая часть (режущие пластины) обычно изготавливается на основе вольфрама, карбида и кобальта, благодаря чему получается добиться высоких прочностных показателей. Характеристики сплавов формируются еще на начальном этапе, т.к. зависят не только от пропорции, но и от зернистости карбидной фазы (при понижении зернистости повышается прочность).
Режущие пластины припаиваются к диску посредством высоких температур, а в качестве припоя используется серебряный (оптимально) либо медно-цинковый (хуже). Для сезонной домашней работы идеально подходит медно-цинковый вариант, тогда как на пилорамы и в профессиональные цеха нужны более качественные серебряные аналоги.
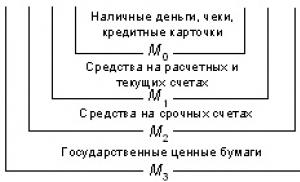
Теперь нужно внимательно рассмотреть 1 зуб дисковой пилы (рис. 1). Весьма непривычным окажется тот факт, что тут 4 рабочие зоны:

Рисунок 1. Схема устройства зуба дисковой пилы.
- А. Передняя;
- Б. Задняя;
- В. 2 вспомогательные.
Данные зоны пересекаются между собой, благодаря чему образуется 3 режущие кромки:
- 1. Основная;
- 2 и 3. Вспомогательные.
Именно благодаря настолько сложной системе происходит качественный распил без погрешностей и нюансов. К тому же существует еще 4 вида таких зубьев:
- Прямой. Продольный быстрый распил, где можно немного пожертвовать качеством.
- Скошенный. Основной вариант, который позволяет работать с большинством материалов во всех направлениях (продольное и поперечное). Скошенность бывает влево и вправо, причем чаще всего на пилах оба варианта чередуются, благодаря чему повышается качество. При большом скосе можно использовать в качестве подрезных, т.к. они не дают сколов.
- Трапециевидный. Медленно тупятся, но прекрасно показывают себя в работе. Нередко используются в комбинации с прямым, благодаря чему удается достичь максимально точного эффекта. Трапециевидный возвышается над прямым, поэтому совершает черновую работу, а прямой в свою очередь проделывает чистовую.
- Конический. Такие пилы используются в качестве вспомогательных, чтобы не пустить при распиловке нижних слоев ламината сколы, а также для поперечного пиления.
Как нужно затачивать инструмент?
Основной износ происходит у верхней режущей кромки и передней грани, поэтому именно на них направляется основная деятельность при затачивании. Но не стоит забывать и про боковые грани, т.к. при работе с массивными заготовками они тоже получаются свою немалую нагрузку.
При работе не стоит допускать затупление более 0,2 мм, т.к. в противном случае на затачивание будет уходить гораздо больше времени и сил. Данный фактор определяется визуально по пропилу либо по самому зубу.

Затачивание зуба должно производиться по 2-м плоскостям – передняя и задняя, что существенно продлит сроки эксплуатации. Заточка лишь передней части сократит эти сроки минимум в 2 раза. Перед началом работы металл очищается от всех сторонних материалов, а потом и обезжиривается.
Для работы используются всего 2 типа кругов:
- CBN (эльбор) служит для заточки быстрорежущей стали с повышенным коэффициентом прочности;
- PCD (алмазные и кремниевые) служат для затачивания твердых сплавов. При длительной работе требуют охлаждение СОЖ (воду использовать нельзя), т.к. при достижении 900 С алмаз сгорает.
При затачивании зуб располагается идеально встык к рабочей поверхности, в противном случае можно потерять весь диск, либо не добиться желаемого результата. В связи с тем, что на каждый диск уходит немалое количество времени, нужно маркером помечать точку старта.
Специальные станки оборудованы всем необходимым, чтобы обеспечить комфортную деятельность, поэтому на них допустить ошибку почти невозможно, тогда как в кустарных условиях придется проявить небольшую изобретательность. Потребуются следующие инструменты и материалы:
- подставка;
- электродвигатель;
- насадка-переходник;
- сталь листовая;
- болгарка;
- винты.
Для начала потребуется небольшой электродвигатель, который качественно фиксируется к поверхности на высоте 5 см или выше. На вал надевается переходник для заточных дисков, после чего основная конструкция готова.
Но в руках держать затачиваемые предметы неудобно, поэтому для них на 3 см ниже вала формируется еще 1 плоскость из листовой стали в отдалении 2 см. В ней делаются 3 продольные прорези с шагом 1 см и диаметром 0,3 см, в которые будут вкручиваться фиксирующие винты.
В качестве панели для фиксации можно придумать много чего, вплоть до каркаса из арматуры под каждый отдельный диаметр. Важен итог – строго перпендикулярное положение, которое позволяет воздействовать на всю эксплуатируемую кромку.
Заточка зубьев на бензопиле и у ножовок производится аналогичным образом, но в последнем случае можно воспользоваться заточными камнями, т.к. материал весьма податлив, а небольшая погрешность в результате даст весьма незаметный эффект. При затачивании подобных пил нередко возникает другое осложнение – зубцы отгибаются, из-за чего в будущем эксплуатация сильно затрудняется.
Подведение итогов
Несмотря на множество нюансов, заточка дисковых пил осуществляется достаточно просто и быстро. Важно осуществлять этот процесс с большой точностью, благодаря чему добиться итогового результата можно будет в предельно сжатые сроки.
При отсутствии профессионального инструмента для заточки пилы под рукой можно его соорудить из подручных материалов.
Для полной сборки обычно уходит до 3 часов, а сроки эксплуатации ограничиваются лишь возможностями самого электродвигателя.
Знаете ли Вы, что...
Дисковая пила — стальной диск с нанесенными на его окружности зубьями, которые могут представлять собой как напайки из твердого сплава так и непосредственно вырезаны (нарезаны) из самого корпуса дисковой пилы.
Заточку и доводку зубьев дисковых пил с твердосплавными напайками выполняют абразивными (карборундовыми) или алмазными кругами, а также комбинированно: предварительную (грубую) заточку выполняют абразивными кругами, а чистовую заточку и доводку — алмазными. Для экономии твердого сплава и шлифовальных кругов основную заточку следует вести за счет длины пластинки — по задней грани, а вспомогательную — по передней. Заточка по задней грани состоит из заточки по стальной части зуба под углом α+6°; чистовой заточки по пластинке твердого сплава под углом α+2°; доводки части пластинки, прилегающей к лезвию под углом α. Заточка по передней грани (при необходимости) состоит из предварительной заточки по всей грани под углом γ1 напайки пластинки на зуб и окончательной — по передней грани под углом γ (при чистовой заточке и доводке). Заточку и доводку необходимо вести при непрерывном охлаждении. Для алмазных кругов на бакелитовой связке допускается работа без охлаждения.
Алмазная заточка и доводка в 2…3 раза повышает стойкость инструмента и в 1,5…2 раза снижают расход твердых сплавов. Основные правила: заточка производится только на пластинке твердого сплава (под углом α+2°), максимальный припуск на заточку — не более 0,2 мм; доводка выполняется только по фаске (под углом α), припуск должен быть не более 0,05 мм.
На современных заточных станках, использующих комбинированный алмазный абразивный инструмент (две фракции зерен), заточка производится с непрерывным охлаждением за один проход при снятии припуска до 0,25 мм. Разработаны также твердосплавные пилы, в которых используются неперетачиваемые пластинки с двусторонней заточкой. Путем перестановки их используют с обеих сторон, а затем перерабатывают для изготовления новых острых пластин. Эта технология принципиально упрощает организацию инструментального хозяйства за счет его централизации и укрупнения специальных инструментальных предприятий.
Оформление задней поверхности (затылка) зуба. Если у фрезы задняя грань зуба плоская и заточка производится по этой задней грани параллельными слоями, то по мере износа зуба его задний угол α уменьшается и при достаточно большом числе переточек может стать недопустимо малым. Можно затачивать зуб по плоскости задней грани, сохраняя величину заднего угла. Но это приведет к уменьшению угла заточки β с потерей точности резца. Для обеспечения постоянства α заднюю грань затачивают по одной из трех кривых: по архимедовой спирали, по логарифмической спирали, по дуге окружности, проведенной из смещенного центра.
Для обеспечения нормальных условий работы тех участков контура лезвия зуба, которые лежат в плоскости вращения фрезы или близки к ней, создают угол бокового зазора посредством косой боковой обточки затылка зуба (тангенциальным поднутрением на 2…3° либо радиальным поднутрением на 0°3"…1°), как у зубьев строгальной пилы.
Заточка пил по дереву: заточка пилы по МДФ, заточка пилы по ДСП. Заточка пил по композитным материалам: заточка пилы по пластику, заточка пилы по ламинату. Заточка пил по металлу: заточка пилы по алюминию, заточка пилы по стали. Заточка алмазных пил.
- Как выполнить заточку
- Важно знать
- Сборка самодельного точила
Время от времени нужно затачивать режущий элемент дисковой пилы. Заточка циркулярной пилы требует определенных знаний, специального оборудования. Существуют станки, предназначенные для этих целей.
Типы
Станки для заточки дисковых пил - группа устройств для возобновления остроты режущих элементов. В зависимости от функциональных особенностей они бывают:
- Автоматическими. Агрегаты устанавливаются на крупных предприятиях.
- Полуавтоматическими, механическими (инструменты для затачивания резцов вручную). Отличаются невысокой производительностью, в основном применяются в домашних мастерских.
При заточке цепей для продольного пиления используются другие устройства, способные заострять каждый зуб с помощью напильников.
Все оборудование, включающее в комплектацию электрический привод, схоже по принципу действия. Отличается только производительность. Так, маломощные бытовые образцы могут беспрерывно функционировать до 20 минут. После их необходимо отключать на это же время для охлаждения.
Профессиональные инструменты могут работать до 8 часов. Им требуется всего несколько коротких перерывов по 20–30 минут. У некоторых агрегатов есть абразивный круг для заточки, шлифовальная лента аналогичного действия.
В большинстве случаев пильный инструмент можно заточить на станках, основным элементом которых является точильный диск. Ленточные устройства больше подходят для промышленного использования с большими объемами чистовой шлифовки.
Заточные станки комплектуются кругами, отличающимися:
- толщиной - 16–40 мм;
- наружным диаметром - 12–250 мм;
- крепежным отверстием - 12,7,16, 20, 32 мм;
- материалом изготовления.
На то, из чего сделан абразив, нужно обращать особое внимание: от качества зависит результат работы . Кроме обычных резаков существуют круги, на которых есть усиливающая пайка - пластина из твердых сплавов. Чаще всего встречаются корундовые, алмазные круги. Они хорошо справляются с заточкой дисков с твердосплавными напайками, предназначенными для резки особо твердых материалов.

Круг для установки необходимо приобретать с учетом характеристик дисковых пил. Абразивная лента подбирается в соответствии с размерами станков. Также учитывается зернистость, влияющая на характер шлифовки.
Как выполнить заточку
Абразивный диск очищают от загрязнений, остатков снятого материала, выставляют угол наклона. Заточку начинают с передней части зуба. Максимально допустимый для снятия слой металла - до 0,20 мм.

Необходимо обеспечить правильную подачу режущего элемента к заточному диску. Затачиваемый круг должен всей плоскостью соприкасаться с абразивом. В процессе работ нужно следить за тем, чтобы лезвие не перегревалось. Избежать повышения температуры материала до критических отметок можно путем регулировки скорости вращения абразивного элемента, смачивания его небольшим количеством воды перед работой.
Круги с алмазным напылением, обрабатывающие победитовый режущий инструмент, обычно охлаждают специальной жидкостью (СОЖ) . Процесс можно считать завершенным после появления равномерного заусенца по всей поверхности кромки лезвия. Окончательную шлифовку выполняют вручную.
Нужно помнить, что станок одновременно может обрабатывать заготовку только в одной плоскости.
Важно знать
Основной износ пилы приходится на верхнюю кромку зубьев. Она больше всего соприкасается с обрабатываемым материалом. Из-за постоянного контакта с твердыми поверхностями округление ее центральной грани может достигать 0,3 мм. Это критический показатель. Необходимо следить за тем, чтобы центральный выступ округлялся не более чем на 0,2 мм, иначе будет сложно хорошо заточить элемент, потребуется много времени.
Степень износа обычно определяют по состоянию зубьев, качеству реза. У каждого режущего диска существует ресурс. В большинстве случаев это 30–35 заточек.
Нельзя допускать образования на режущей кромке во время ее обработки с помощью станков зазубрин, сколов, других дефектов, нарушающих целостность металла.
Сборка самодельного точила
К изготовлению самодельного заточного станка прибегают в том случае, когда под рукой нет заводского оборудования, а режущие круги периодически приходится заострять. На устройстве можно заточить затупившийся диск для циркулярной пилы .
Для сборки потребуется:
- электропривод,
- суппорт,
- наклонный механизм,
- винтовые ограничители.

Круг необходимо зафиксировать на двигателе. Дисковое полотно устанавливается на суппорт, при этом винтовые ограничители обеспечивают движение резака по оси круга, создавая необходимый угол наклона. Правильная фиксация диска пилы относительно абразива - основное требование заточки. Чтобы углы были соблюдены, потребуется регулируемая подставка, закрепленная в одной плоскости с кругом на раме устройства . Устанавливая диск на подставку, нужно следить за тем, чтобы зубья размещались перпендикулярно плоскости станка.

При самостоятельной сборке приспособления для заточки дисковых пил рекомендуется пользоваться чертежами и схемами.
Заточка может выполняться и механическими приспособлениями. Но при применении специальных агрегатов сокращается время работы, заточенный резак будет иметь более острую кромку.
Сложность заточки дисковых пил с твердосплавными зубьями обусловлена применением спеченных вольфрамокобальтовых сплавов для изготовления режущих пластин, которые впоследствии крепятся к диску высокотемпературной пайкой. Но основное затруднение вызвано их геометрией и необходимостью в обеспечении определенного угла при затачивании.
Форма зубьев и углы заточки
Согласно ГОСТ 9769 твердосплавный зуб в своей конструкции имеет 4 плоскости - задняя, передняя и 2 вспомогательные. По геометрии режущие пластины бывают прямые, скошенные, трапециевидные и конические.
Передний угол затачивания определяет не только характеристики пильного диска, но и его назначение:
- 15-25° - для продольного пиления;
- 5-10° - для поперечного;
- в пределах 15° - универсального применения.
Также величина углов определяется и твердостью разрезаемого материала - чем она выше, тем меньше должно быть заострение.
Основные правила затачивания
В основном износу подвержена главная режущая кромка - происходит ее скругление до 0,3 мм. Не следует допускать изнашивание твердосплавных зубьев сверх этого значения. Это ведет к снижению производительности и увеличению времени на последующую заточку. Затупление определяется по зубьям и пропилу (ухудшается качество реза).
- При правильном выполнении работ обеспечивается максимальный эксплуатационный ресурс пильного диска с напайкой - вплоть до 30 заточек. Поэтому заточку следует производить по передней и задней плоскости зуба.
- В первую очередь затачивается передняя плоскость.
- Напайка при заточке должна всей плоскостью прилегать к поверхности абразивного круга.
- Точить зубья рекомендуется короткими движениями (в пределах 3-5 секунд), что предотвратит их перегрев. Поскольку при повышении температуры снижается микротвердость абразива, а значит и результативность заточки.
- Толщина снимаемого металла не должна превышать 0,15 мм.
Материалы и инструмент
Для заточки дисков с твердосплавными зубьями можно применять алмазные круги и из карбида кремния. Для обеспечения гладкой поверхности без зазубрин рекомендуется использовать абразив с наибольшей зернистостью. В противном случае зарубки будут выкрашиваться в процессе работы, что приведет к быстрому затуплению напайки.
Лучше всего затачивать на специализированных станках с возможность регулирования углов установки пильного диска. Для регулирования его положения в горизонтальной плоскости (в случае с зубьями со скошенной передней плоскостью) используются специальные приспособления с маятниковыми угломерами.
Но приобретение специального оборудования для домашнего применения, когда необходимость в нем возникает не больше 1 раза в несколько месяцев, нецелесообразно. А удерживать пильный диск руками в точном соответствии с необходимым углом - это что-то из области фантастики.
Выход один - соорудить подставку, поверхность которой будет располагаться на одном уровне с осью абразивного круга. Это обеспечит перпендикулярность положения задней и передней плоскости зуба относительно заточного материала. А если проявить фантазию и закрепить одну сторону приспособления шарнирно, а на другой сделать опоры в виде болтов с возможностью вкручивания и выкручивания, можно будет управлять и углом наклона относительно горизонтальной плоскости. А точность выверяется маятниковым угломером.
Для обеспечения необходимого для заточки передней и задней плоскостей зубьев с напайкой значения угла можно оборудовать на подставке упоры, которые будут фиксировать пильный диск в нужном положении.
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
1 Формы зубьев на пильных дисках
Их несколько, и появились они вследствие оптимизации воздействия режущей кромки на распиливаемый материал, который может иметь различные свойства.
Основными формами зубьев являются:
- прямая — используется при продольном распиливании, когда высокое качество не обязательно;
- косая (скошенный зуб) — имеет переменный правый и левый угол наклона задней (иногда и передней) плоскости. Используется для распила как в продольном, так и поперечном направлении. Наиболее распространенная форма для дисковых пил. Такая конфигурация удобна в использовании при подрезке плит с двухсторонним ламинированием, так как не дает сколов по краям пропила;
- трапециевидная — характеризуется долгим сроком удержания режущей кромки в остром состоянии. Обычно на пильных дисках зубья такой формы чередуются с прямыми зубьями, несколько возвышаясь над ними. Трапециевидные зубья, в этом случае, делают черновое пиление, а прямые зубья — чистовое;
- коническая — такая форма зубьев используется при вспомогательных операциях. К примеру, надрезается слой ламината для исключения появления осколков при основном распиливании.
Передняя грань всех зубьев имеет плоскую форму, но в некоторых видах дисковых пил — она вогнута.

Это позволяет качественно выполнять чистовое поперечное пиление.
1.1 Углы заточки
Заточка зубьев дисковой пилы проводится с учетом четырех основных углов, которые образуются на пересечении плоскостей:
- передний угол;
- задний угол;
- углы скоса передней и задней плоскости.
Как вспомогательный, учитывается еще угол заострения, который задается величиной передних и задних углов.
Углы заточки зависят от назначения пилы:
- для продольного пиления подходит величина переднего угла от 15 до 20 градусов;
- при поперечном пилении — от 5 до 10 градусов;
- при универсальном применении, в среднем — 15 градусов.

Углы заточки важно учитывать не только по направлению распила, но и по твердости дерева — чем оно тверже, тем меньшими должны быть передние и задние углы.
2 Оборудование для заточки пильных дисков
Таковым являются заточные станки для дисковых пил, которые конструктивно выполнены в следующих вариациях:
- при заточке перемещается только пила (двигатель с точильным кругом неподвижен);
- перемещаться могут и затачиваемая пила и двигатель с кругом;
- перемещается только двигатель с закрепленным на нем точильным кругом (пильный диск остается неподвижным).
В качестве стандартного примера заточного станка может послужить устройство, которое состоит из двух узлов — двигателя, с насаженным на его вал точильным кругом, и суппорта на котором крепится затачиваемая дисковая пила.

Для обеспечения угловой заточки в этом устройстве должна быть предусмотрена система, позволяющая изменять угол наклона полотна (для зубьев у которых скошена передняя плоскость).
2.1 Станок JMY8-70
Электрический заточной станок JMY8-70, который производится в Китае, имеет достаточно большое количество положительных отзывов. Некоторые мастера берут его устройство за основу, когда собирают своими руками самодельный станок для собственных нужд.
Станок JMY8-70 предназначен для затачивания дисковых пил, которые изготовлены из твердых быстрорежущих сплавов. На станке возможна обработка передней и задней плоскости зубьев, а также выполнение угловой заточки.
Основные достоинства:
- имеет алмазный шлифовальный круг, диаметр которого равен 125 мм;
- оборудован наклонным держателем пилы, что позволяет производить угловую заточку;
- корпус выполнен из литой стали, применяемой в авиационной промышленности;
- устанавливается на резиновых прокладках, которые значительно уменьшают воздействие вибрации на обрабатываемый материал;
- имеет простую регулировку, с которой может справиться даже не специалист.
Завод изготовитель при отгрузке комплектует станок подробной инструкцией, в которой подробно описаны все возможные функции устройства и способы их выполнения.

Технические характеристики:
- шлифовальный круг имеет размеры — 125×10х8 мм;
- точильный круг может поворачиваться на угол до 20 градусов;
- диаметр затачиваемой пилы — от 70 до 800 мм;
- скорость вращения шлифовального круга — 2850 оборотов в минуту;
- вес — 35 кг.
2.2 Самодельный заточной станок
Очень много людей, при работе своими руками, пользуются дисковыми пилами из твердых сплавов не регулярно, а время от времени. Поэтому покупать заводское оборудование не имеет экономического смысла. Самодельный заточной станок — отличное решение, которое позволит не обращаться к сторонним организациям.
Основным аргументом является то, что при заточке своими руками дисковой пилы на обычном точильном кругу, очень трудно выдерживать необходимые углы заточки. Поэтому и необходимо приспособление, которое позволит фиксировать пильный диск в конкретно заданном положении по отношению к точильному кругу.
Самодельный станок, на котором можно затачивать дисковые пилы своими руками, может состоять из следующих узлов и деталей:
- закрепленный электрический двигатель с возможностью насадки на его вал шлифовального диска;
- стол-подставка, поверхность которого расположена на одном уровне по высоте с осью вращения заточного круга;
- обеспечение наклона подставки при помощи петель с одной стороны и вращающихся (изменяющих высоту) винтов с другой. Это позволит выполнять угловую заточку по передней и задней плоскости;
- фиксаторы, позволяющие закрепить диск пилы. Для этого на поверхности подставки делается паз для оправки, на которую устанавливается пила. Передвижение оправки, вместе с диском, по пазу позволит выдерживать необходимый угол заточки зубьев;
- устройство для передвижения электродвигателя или подставки для угловой заточки дисковых пил с разным диаметром;
- наличие упоров для надежной фиксации инструмента при проведении работ.

2.3 Заточка дисковых пил
Последовательность выполнения операций при заточке передней плоскости зуба твердосплавной дисковой пилы:
- пила размещается на оправке и закрепляется конусной втулкой при помощи гайки;
- выставляется четко по горизонтали при помощи маятникового угломера, при этом угол скоса передней плоскости оказывается равным нулю;
- перемещая оправку по горизонтали с установленным диском, выставляется заданный передний угол заточки. Проще говоря — диск передвигается таким образом, что передняя плоскость ее зуба плотно прилегает к поверхности точильного круга;
- используя маркер, делается отметка — с какого зуба началась заточка;
- при включенном электрическом двигателе производится несколько движений пилы вперед и назад с прижатием к рабочей поверхности точильного круга затачиваемой поверхности;
- толщина снятия металла регулируется прижимным усилием и количеством поступательных движений;
- после того как первый зуб заточен, пила выводится из контакта с точильным кругом и поворачивается вокруг своей оси на один зуб, который будет следующим при заточке;
- операция повторяется по количеству зубьев на диске пилы.