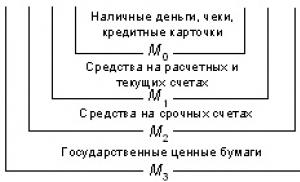
Совокупность врожденных реакций организма возникающих. Нейрофизиология экзамен
точность - 3.1.1 точность (accuracy): Степень близости результата измерений к принятому опорному значению. Примечание Термин «точность», когда он относится к серии результатов измерений, включает сочетание случайных составляющих и общей систематической… …
длина - 3.1 длина (length) l: Наибольший линейный размер лицевой грани измеряемого образца. Источник: ГОСТ Р ЕН 822 2008: Изделия теплоизоляционные, применяемые в строительстве. Методы измерения длины и ширины … Словарь-справочник терминов нормативно-технической документации
определение - 2.7 определение: Процесс выполнения серии операций, регламентированных в документе на метод испытаний, в результате выполнения которых получают единичное значение. Источник … Словарь-справочник терминов нормативно-технической документации
отклонение - 1.3.2.28 отклонение: Максимальное отклонение от температурной уставки, указанное изготовителем. Источник: ГОСТ Р 51983 2002: Устройства многофункциона … Словарь-справочник терминов нормативно-технической документации
Требования - 5.2 Требования к вертикальной разметке 5.2.1 На поверхность столбиков, обращенную в сторону приближающихся транспортных средств, наносят вертикальную разметку по ГОСТ Р 51256 в виде полосы черного цвета (рисунки 9 и 10) и крепят световозвращатели … Словарь-справочник терминов нормативно-технической документации
испытание - 3.10 испытание: Техническая операция, заключающаяся в определении одной или нескольких характеристик данной продукции, процесса или услуги в соответствии с установленной процедурой. Источник: ГОСТ Р 51000.4 2008: Общие требования к аккредитации… … Словарь-справочник терминов нормативно-технической документации
Проведение контроля - 3.2. Проведение контроля. Контроль следует проводить на столе, длина которого должна быть не менее длины контролируемого изделия, а ширина превышать ширину изделия не менее чем на 300 мм. При всех измерениях (кроме контроля толщины) и… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р МЭК 60204-1-2007: Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования - Терминология ГОСТ Р МЭК 60204 1 2007: Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования оригинал документа: TN систем питания Испытания по методу 1 в соответствии с 18.2.2 могут быть проведены для каждой цепи… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 1759.4-87: Болты, винты и шпильки. Механические свойства и методы испытаний - Терминология ГОСТ 1759.4 87: Болты, винты и шпильки. Механические свойства и методы испытаний оригинал документа: 6.8.1.5. Восстановление углерода процесс восстановления в поверхностном слое углерода, потерянного при термообработке, путем… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 8747-88: Изделия асбестоцементные листовые. Методы испытаний - Терминология ГОСТ 8747 88: Изделия асбестоцементные листовые. Методы испытаний оригинал документа: 4.5. Обработка результатов Предел прочности при изгибе (si) образцов, испытанных по черт. 10 и 11, вычисляют в мегапаскалях (килограммах силы на… … Словарь-справочник терминов нормативно-технической документации
Контрольно-измерительные средства - в технике, обобщённое название группы средств, применяемых для измерения и контроля линейных и угловых размеров деталей и готовых изделий. Технические средства с нормированными метрологическими параметрами или свойствами, предназначенные… … Большая советская энциклопедия
Книги
- Теория и практика автоматизации высокоточных измерений в прикладной геодезии. Серия: Gaudeamus , Савиных Виктор Петрович , 394 стр. В монографии рассматриваются основы теории автоматического управления, вопросы автоматизации высокоточных инженерно-геодезических измерений при выполнениистворных наблюдений, при… Категория: Учебники для ВУЗов Серия: Gaudeamus Издатель: Академический проект , Производитель: Академический проект , Купить за 1023 грн (только Украина)
- Теория и практика автоматизации высокоточных измерений в прикладной геодезии , Савиных Виктор Петрович , В монографии рассматриваются основы теории автоматического управления, вопросы автоматизации высокоточных инженерно-геодезических измерений при выполнении створных наблюдений, при контроле… Категория: География и науки о Земле Серия: Gaudeamus Издатель:
Современные производства для выпуска качественной продукции должны обеспечивать периодический метрологический контроль геометрических параметров технологических линий и всех сопряженных деталей энергомеханического и станочного оборудования. Только после этого целесообразно применение диагностического оборудования для контроля технического состояния производственных линий. Надежность и безопасность производственных линий закладывается на этапе точной настройки современных производственных линий и станочного оборудования во всех отраслях. Лазерные системы BALTECH LL-9110 и BALTECH IN-9000 для контроля прямолинейности, измерения плоскостности и проверки параллельности помогут Вам решить данные задачи.
Конкурентоспособность промышленных предприятий определяется эффективной, надежной и безаварийной работой технологического оборудования. Качество выпускаемой продукции выходит на главные роли в любой отрасли промышленности. На многих предприятий борьба за качество и сбыт продукции – основные приоритеты для развития соответствующих подразделений, что подкрепляется финансированием внутри предприятия.
В развитых странах конкурентоспособность предприятия в любой отрасли определяется рентабельностью выпуска продукции, которая прямо пропорциональна затратам на ремонт и техническое обслуживание основного и вспомогательного технологического оборудования. В мировой экономике себестоимость основных средств и амортизация технологического оборудования имеет одинаковую величину на всех предприятиях одного сегмента рынка. Борьба на рынке выпуска однотипной продукции идет на оптимизации средств, потраченных на техническое обслуживание, ремонт и диагностику технологических линий. Если предприятие максимально оптимизирует эти затраты, то у данного предприятия остается больше средств на продвижение своей продукции и выше рентабельность данного вида продукции.
Для оптимизации средств и ресурсов, необходимых ежегодно на обслуживание и ремонт технологического оборудования известно три схемы организации ремонтных подразделений:
- - Централизованная (центральный отдел главного механика и главного энергетика),
- - Децентрализованная (в каждом цехе существует свое ремонтное подразделение),
- - Смешанная (существует центральное ремонтное подразделение и в цехах).
Данные схемы могут применяться как внутри предприятия, так и в случаях аутсорсинга (заключение договоров на сервисное обслуживание со сторонними специализированными организациями).

Во всех случаях для выпуска качественной продукции и обеспечения надежной и безаварийной эксплуатации технологических линий необходимо во время ремонтных работ обеспечить точную сборку машин и механизмов с установленными допусками и посадками сопряженных деталей.
В предыдущих статьях мы писали о важности выполнения точной лазерной центровки валов механизмов, но она не решает всех насущных проблем технологического оборудования и энергомеханического оборудования.
На любом предприятии очень остро стоит проблема, чем проверить и проконтролировать геометрические параметры с высокой точностью до 1мкм или точнее. В соответствии с международными стандартами ISO 1101 и ISO 230-2 необходимо контролировать следующие геометрические параметры: плоскостность, прямолинейность, перпендикулярность и параллельность технологического оборудования.
Для обеспечения точности станочного оборудования компания BALTECH рекомендует применять ежегодную и периодическую аттестацию по контролю точности с помощью интерферометров. Например, интерферометры серии BALTECH IN-9000 обеспечивают метрологические параметры с точностью до 0,1мкм. Метрологические и ремонтные подразделения должны обеспечивать данные измерения во время технического обслуживания и капитального ремонта любого оборудования. Эти задачи актуальны для всех отраслей промышленности.
Энергомеханическое оборудование и технологические линии наша компания рекомендует контролировать с помощью новых лазерных систем для контроля и выверки геометрических параметров BALTECH LL-9110 «LaserLevel». Например, отклонение плоскостности фундаментов по горизонту должно быть не менее 0,4мм/метр. Эти системы измерительные лазерные предназначены для измерения положения контролируемого объекта относительно заданной плоскости или линии при регулировке и наладке промышленного оборудования. Данная система позволяет проверить геометрические параметры с точностью до 0,05мм относительно базовой лазерной плоскости или лазерной линии.
Область применения: металлургия, машиностроение, энергетика, нефтехимия, горная отрасль, бумажная, строительство и прочие.

Системы BALTECH LL-9110 используют принцип измерения, основанный на фиксации отклонения лазерного луча при помощи позиционно-чувствительного детектора длинной 80мм. Отклонения лазерного луча могут вызываться смещением центров отверстий, а также отклонениями от прямолинейности, плоскостности, перпендикулярности и параллельности.
Системы состоят из источника лазерного излучения (излучателя) и одного или нескольких датчиков (приёмников), регистрирующих положение лазерного луча на детекторе. В качестве излучателя и приёмников применяются серийно выпускаемые изделия ведущих фирм-производителей. Дополнительные приспособления (оснастка) для закрепления измерительного оборудования на контролируемом объекте выполняется согласно технического задания при комплектовании системы. Универсальные крепежные приспособления (основания магнитные с крепежными переходниками) входят в базовую комплектацию систем и укладываются совместно с измерительным оборудованием.
Варианты базовых систем:
Базовая система BALTECH LL-9110 используется для измерения отклонений от плоскостности и прямолинейности по одной координате. В состав данной лазерной системы входят излучатель-нивелир вращающийся лазерный и приёмник одно-координатный (количество приёмников может быть расширено до трёх).
Базовая система BALTECH LL-9120 используется для измерения отклонений от прямолинейности и смещений центров отверстий. В состав входят излучатель и приёмник двух-координатный.
Базовая система BALTECH LL-9130 используется для измерения отклонений от плоскостности, прямолинейности, перпендикулярности и параллельности и смещений центров отверстий. В состав данной системы входят излучатель-нивелир вращающийся лазерный, приёмник двух-координатный и приёмник одно-координатный (количество приёмников может быть расширено до трёх).
Рассмотрим один из примеров применения лазерных систем BALTECH LL в энергетике. Одна из трудоемких и важных наладочных работ связана с выверкой геометрических параметров проточной части турбин. Обычно для этих целей применяют струну с микрометром или, в лучшем случае, оптический нивелир и фальшвал.
Определение несоосности центров отверстий, а также центров проточных частей турбин в энергетике и экструдеров в химической отрасли осуществляется путем изменения положения приемника внутри контролируемого объекта и считывания отклонения лазерного луча по двум осям. Определение отклонений от плоскостности и прямолинейности осуществляется путем установки приемника излучения в нескольких точках контролируемого объекта и измерений в этих точках отклонений относительно лазерного излучения, задающего реперную плоскость или линию.
Все базовые лазерные системы могут дополнительно комплектоваться дисплейным блоком с цветным сенсорным экраном, построенном на базе носимого персонального компьютера - планшета со специализированным программным обеспечением для регистрации, хранения и обработки измеряемых данных. К наименованию таких систем добавляется часть названия специализированной программы, например, Line, Geo, Bore, Pro.
Таблица 1. Примеры применения в разных отраслях.
| п/п | Отрасль | Решения для выверки геометрии |
| 1 | Машиностроение | - Аттестация и контроль геометрических параметров станочного оборудования |
| 2 | Металлургия | - Параллельность валков прокатного стана, - Параллельность валков машин непрерывного литья заготовок - Контроль разливочных машин - Контроль фундаментов энергомеханического оборудования |
| 3 | Горная | - Контроль технологических мельниц - Контроль фундаментов - Выверка энергомеханического оборудования |
| 4 | Бумажная | - Параллельность валков бумажных машин - Контроль технологических мельниц - Контроль фундаментов - Выверка энергомеханического оборудования |
| 5 | Энергетика | - Выверка проточной части турбин - Контроль фундаментов - Выверка энергомеханического оборудования |
| 6 | Нефтехимия | - Контроль поршневых компрессоров - Контроль фундаментов - Выверка энергомеханического оборудования |
| 7 | Строительная | - Выверка прямолинейности оси вращения печи обжига - Контроль фундаментов |
| 8 | Судостроение и судоремонт | - Выверка центров отверстий дизельных двигателей, - Выверка судового валопровода, |
| 9 | Ветроэнергетика | - Выверка и центровка ветрогенератора |
| 10 | Производство пластмасс | - Контроль экструдеров (прямолинейность труб, шнеков, центровка редукторов) |
| 11 | Железнодорожный транспорт | - Прямолинейность рельс подъездных путей - Локомотивы (проверка отверстий тяговых электродвигателей колесно-моторных блоков) |
| 12 | Портовое и крановое оборудование | - Плоскостность фланцев, - Портовые краны (перпендикулярность тележек, параллельность колес, прямолинейность колес, краны) |
| 13 | Лесопильные предприятия | - Контроль шкивов ленточнопильных станков, опорных роликов, роторных катушек, конвейеры, редукторы |
| 14 | Прочие | - Ткацкие станки - Деревообрабатывающие станки - Автомобильные подъемники - Теплообменные аппараты - Линии по производству шин - Прессовое оборудование |
Выводы
Обеспечение надежной и безаварийной работы производственных линий, энергомеханического оборудования и станочного парка задача нескольких подразделений любого современного производства. В этом процессе должны участвовать метрологические службы, технологи, механики и энергетики.
Общая цель всех подразделений должна обеспечивать выпуск качественной и конкурентной продукции на безопасном и надежном оборудовании.
Лазерные системы BALTECH LL-9110 и BALTECH IN-9000 для контроля прямолинейности, измерения плоскостности и проверки параллельности помогут Вам решить данные задачи.
Для лекальных, инструментальных и разметочных работ в машиностроении широко применяются поверочные линейки, плиты и лекальные угольники. Они предназначены для контроля отклонений от прямолинейности, плоскостности, перпендикулярности, углов наклона.
В соответствии с ГОСТ 8026-92 поверочные стальные линейки выпускаются шести типов (рис. 2.56): с двухсторонним скосом ЛД, трехгранные ЛТ, четырехгранные ЛЧ, прямоугольного сечения ШП и хромированные ШПХ, двутаврового сечения ШД. Все они подразделяются на лекальные (ЛД, ЛТ, ЛЧ) и с широкой рабочей поверхностью (ШП, ШПХ, ШД).
Рис. 2.56.
Кроме стальных линеек предусмотрены чугунные линейки с широкой поверхностью: мостики ШМ, угловые трехгранные УТ и твердокаменные (ШП-ТК, ШМ-ТК, УТ-ТК). Длина линеек варьируется от 80 до 4 000 мм.
Линейки типов ШМ и УТ изготавливают в двух исполнениях: с ручной шабровкой и с механически обработанными рабочими поверхностями. Шероховатость рабочих поверхностей составляет Ra 0,04...0,63 мкм в зависимости от типа линейки и класса ее точности.
В зависимости от точности изготовления линеек им присваивают соответствующие классы точности: для лекальных линеек - 0 или 1 класса, а для линеек типа ШП, ШД и ШМ - 00; 0; 01; 1 и 2 классы.
Линейки типов ЛД, ЛТ, ШП и ТТ ТА изготавливают из углеродистой стали марок X или У7 с твердостью рабочих поверхностей 51 ...61HRC3 по ГОСТ 9013, линейки типов ШМ и УТ - из серого чугуна СЧ 20 по ГОСТ 1412 или высокопрочного чугуна ВЧ50 по ГОСТ 7293 с твердостью 153...245 НВ по ГОСТ 9012.
Средний полный срок службы стальных линеек должен быть не менее восьми лет, а твердокаменных - не менее десяти лет.
Погрешность контроля поверочными линейками зависит от применяемого метода контроля, опыта оператора, условий контроля и составляет 1 ...5 мкм.
Контроль отклонений от прямолинейности и плоскостности поверочными линейками выполняют одним из трех методов: «на просвет», методом «линейных отклонений» или «на краску».
При проверке «на просвет» лекальную линейку острым ребром накладывают на контролируемую поверхность (рис. 2.57, а), а источник света помещают сзади линейки и детали (рис. 2.57, б).

Рис. 2.57. :
а и б - контроль «на просвет»; в и г - определение линейных отклонений; д - контроль отклонений в углах
При отсутствии отклонений от прямолинейности или плоскостности свет не должен пробиваться сквозь щель между линейкой и поверхностью. Линейное отклонение определяют на глаз (рис." 2.57, в) или сравнением с образцами просвета. В качестве образцов просвета могут выступать концевые меры длины (рис. 2.57, г). Минимальная ширина щели, устанавливаемая глазом, составляет 3... 5 мкм. Контроль может выполняться как для открытых поверхностей, так и в углах (рис. 2.57, д).
Схема контроля с помощью линеек с широкой рабочей поверхностью, концевых мер длины представлена на рис. 2.58. При контроле прямолинейности контролируемой детали 1 в направлении XX поверочную линейку 3 укладывают на две одинаковые концевые меры длины 2 на расстоянии 0,233 длины линейки от ее концов. За измерительную базу принимают нижнюю поверхность поверочной линейки 3 с широкой рабочей поверхностью. Отклонение от прямолинейности определяют с помощью концевых мер длины, щупов или специального средства измерений с измерительной головкой 4. Описанный метод применим для контроля прямолинейности на длине не более 2 000 мм, так как при большей длине линеек их прогиб начинает оказывать существенное влияние на точность контроля.

Рис. 2.58. :
1 - контролируемая деталь; 2 - концевые меры длины; 3 - поверочная линейка; 4 - измерительная головка
Контроль отклонений от плоскостности методом «на краску» выполняют линейками типа ШТ, ШД, ШМ и УТ, причем у линеек типов ШМ и УТ рабочие поверхности должны быть шаброваны.
При этом способе контроля рабочую поверхность линейки покрывают тонким слоем краски (например, смесью берлинской лазури или сажи с машинным маслом), перемещают по контролируемой поверхности и определяют число (площадь) пятен краски, оставшихся на выступах этой поверхности в квадрате 25 х 25 мм. Погрешность контроля составляет примерно 3...5 мкм.
По ГОСТ 10905 - 86 поверочные плиты (рис. 2.59) изготавливают из чугуна, гранита с вариацией размеров от 250 х 250 до 4 000 х 1 600 мм. Чугунные плиты изготавливают с ручной шабровкой или механической обработкой рабочих поверхностей. Шероховатость рабочих поверхностей механически обработанных чугунных и гранитных плит соответствует Ra 0,32... 1,25 мкм.
Классы точности плит - 000; 00; 0; 1; 2; 3.
Допуск плоскостности устанавливается в зависимости от класса точности и размера плиты и составляет, например, для плиты размера 250x250 класса точности 000 - 1,2 мкм, а для плиты размера 2 500х 1 600 3-го класса точности - 120 мкм.

Рис. 2.59.
ПЛИТЫ изготавливают из чугуна с физико-механическими свойствами не ниже свойств марки СЧ8 по ГОСТ 1412-85 с твердостью 170...229 НВ по ГОСТ 9012 - 59.
Применение гранитных плит, имеющих большую твердость рабочей поверхности, более высокую износостойкость, меньшую температурную, вибрационную зависимость, позволяет повысить точность контроля. Гранитные плиты изготавливают из диабаза, габбро и различных типов гранитов, имеющих предел прочности на сжатие не менее 264,9 МПа.
Допустимая погрешность контроля отклонений 3...5 мкм.
По заказу потребителя рабочие поверхности чугунных плит могут быть разделены на квадраты и прямоугольники продольны-
ми и поперечными рисками, а гранитных плит - с пазами и резьбовыми отверстиями.
Полный средний срок службы плит - не менее 10 лет.
Проверка отклонений от прямолинейности и плоскостности с помощью плит может выполняться аналогичными методами с учетом того, что контролируемая деталь должна быть по размерам не больше размеров плиты и иметь возможность определять отклонения с помощью набора щупов, концевых мер длины или специального шкального средства при использовании метода линейных отклонений («от плиты»). Погрешность контроля, как правило, не превышает погрешностей, получаемых при контроле с помощью поверочных линеек.
Проверку прямолинейности и плоскостности выполняют в основном линейками и поверочными плитами .
Проверка линейкой осуществляется сравнением поверяемой поверхности с образцовой методом «на просвет», а проверка с помощью плиты - методом «на краску» и определением величины зазора щупом. Достигаемая точность измерений - до 0,01 мм.
Линейки поверочные. ГОСТ 8026-75 предусматривает выпуск инструментальными заводами поверочных линеек семи типов (табл. 55).
Материалом для изготовления линеек ЛД, ЛТ и ЛЧ служит сталь марки X, HRC 58-61 (ГОСТ 5.1450-72); ШП, ШД - сталь У7, 50 или 60, HRC 50-53; ШМ, УТ -серый чугун СЧ 18-36 или ВЧ 45-5, НВ 170-229.
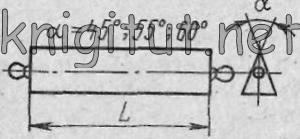
Отклонение углов между рабочими поверхностями линеек УТ не должно превышать ±5" у линеек 1-го класса и ±10" - у линеек 2-го класса.
У линеек ШМ и УТ рабочие поверхности должны быть шаброваны . Проверка их осуществляется на поверочной плите методом «на краску» с числом пятен в квадрате 25×25 мм не менее 30 для линеек класса 0; 25 - для линеек класса 1; 20 - для линеек класса 2.
Плиты поверочные и разметочные (технические требования по ГОСТ 10905-75). Стандартом предусмотрены плиты чугунные размером до 4000×1600 мм, изготовленные с шаброванной и нешаброванной рабочей поверхностью классов точности - 0, 1, 2 и 3.
55. Основные размеры и классы точности линеек поверочных




Плиты классов 2 и 3 относят обычно к категории разметочных, рабочие поверхности этих плит могут быть разделены на прямоугольники продольными и поперечными неглубокими канавками.
Материалом плит служит серый чугун марки не ниже СЧ 18-36, НВ 170-230.
В табл. 56 приведены данные о размерах плит и требования к их точности.
У плит, предназначенных для работы по методу «на краску», рабочие поверхности должны быть шаброваны с числом пятен в квадрате 25X25 мм не менее 30 для плит класса 0; 25 - для плит класса 1; 20 - для плит класса 2.
56. Размеры и классы точности плит поверочных и разметочных


Плиты всех размеров и классов точности после отливки и механической обработки подвергают старению.