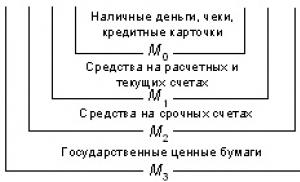
Квадратная труба из жести своими руками. Как сделать дымоход из стальной трубы своими руками? Инструкция по изготовлению трубы из оцинковки
Кровельное железо - пожалуй, самый дешёвый способ устроить водосточную систему и защитить коньки кровли.
Детали настолько разнообразны и могут быть столь уникальными, что зачастую их изготавливают «по месту». Что для этого нужно, какие навыки и оборудование, мы сегодня и расскажем.Как правильно гнуть металл
Кровельные элементы, как правило, скрыты от глаз прохожих и какие-либо претензии по декоративной части к ним не предъявляются. Это делает возможным ручное изготовление деталей с использованием шаблонов, но приходится постоянно оправлять изделие киянкой.

Это не самый лучший подход: линии сгиба и всё изделие в целом получаются волнистыми, а работа над одной деталью может растянуться на долгое время. Для штучных изделий это вполне терпимо, но если приходится обносить водостоком весь дом - следует получить в своё распоряжение необходимое оборудование и приспособления.
Сегодня листогибы занимают собственный сегмент на рынке профессионального инструмента и доступны повсеместно. Цена их довольно высока, но ведь только на собственном, проверенном оборудовании можно изготовить детали отличного качества. Арендовать листогиб - тоже вариант, но станок, переходящий из рук в руки, не будет обладать необходимой точностью и безотказностью.
Оцинковка и полимерное покрытие: в чём различия
Для большинства современных станков нет разницы, гибка какого типа листового металла на нём выполняется. Но есть свои сложности в работе с металлом, покрытым полимерным составом. С оцинковкой проще, ибо её защитный слой более стоек к истиранию и повреждениям. Поэтому ничего не мешает гнуть оцинкованную сталь ударами или елозить ей по ржавому шаблону - главное, чтобы не было глубоких царапин.

Покрытие специальной краской имеет меньшую механическую прочность, оно более тонкое и относительно легко обдирается. Будет не лучшим решением гнуть полимер-прокат на старых листогибах с дефектами валков, поворотных балок или с расшатанными шарнирами, а уже тем более такой металл не стоит обрабатывать киянкой. Равно как не стоит пользоваться любыми подручными приспособлениями, способными повредить пленку «антикора».
Первое простейшее изделие
Для начала изготовим простейший кровельный элемент - конёк. Чтобы он впоследствии ровно и плотно лёг на крышу, сперва определите угол разворота, приложив на один из скатов длинную тонкую рейку.
Ширина полок конька - от 15 до 30 см, соответственно, понадобится полоса вдвое большей ширины с припуском по 10 мм с каждой стороны. Этот край может иметь неровности с допуском 2–3 мм, так что ровный раскрой не нужен. Нанесите разметку из трёх продольных линий: центр конька и оба его края. Уложите полосу центром на край стола и прижмите бруском под двумя струбцинами по линии разметки.

Снизу под выступающий край листа нужно подложить ровную доску и загнуть полку кверху, соблюдая отмеченный угол разворота ±10º. Теперь заготовку нужно отпустить и сместить назад, чтобы линия разметки края приходилась точно на грань бруска. Снова зажимаем заготовку и хорошо затягиваем струбцины, а затем проходим по кромке киянкой, заворачивая её перпендикулярно вверх.

Обработка кромок необходима для придания жёсткости профилю конька. Для их изготовления можно также использовать рейку-правило, прижатую через брусок: клиновидный торец планки позволит сделать дозагиб края больше, чем на 90º. После предварительного загиба обеих кромок их нужно уложить на деревянную шпалу и отбить киянкой, сплющивая загиб. Во множестве листогибов эта операция выполняется одним проходом каретки роликового кромкогиба.

Обрабатывая кромку вручную, идите от одного края к другому последовательно, а затем выровняйте визуальные неровности руками. Уже на этом этапе можно задуматься о частичной механизации и создании примитивного станка. Например, если гибочную планку изготовить из металла или твёрдого дерева и закрепить её на двухосевых шарнирах, обработка пойдёт не в пример быстрее и чётче.

Ручная работа: как согнуть сегмент водостока
Для изготовления из жести деталей с радиусным профилем следует заранее заготовить шаблон, «на коленке» вести подобную работу не реально.
Возьмите дюймовую трубку, приварите на её концах два прутка арматуры в качестве приводных рукояток. По шву трубки сделайте пропил болгаркой, затем хорошо обработайте края наждачкой, можно даже обклеить распущенным надвое силиконовым шлангом.

Зажмите полосу кровельного железа на краю стола, заведите торец в пропил и проверните трубку на 360º, чтобы «прямой» лепесток в центре скрутки расположился параллельно остатку листа.
Сформировать лоток можно реечным трубогибом, а можно по распущенной 200 мм трубе. Ровный край заготовки загибаем под 90º, прижимаем бортик к столу стенкой трубы и оправляем железо киянкой. Скрученный край доводим руками, загибая его немного внутрь дуги. Снимаем заготовку с шаблона и дожимаем прямоугольную складку.

Такой отлив может изготавливаться сегментами по 1–1,5 метра, которые затем легко стыкуются по месту монтажа и скрепляются просекателем. Наличие двух рёбер жёсткости не даст лотку прогнуться между креплениями под весом наледи, а скрытый паз позволит дополнительно укрепить водосток на крюках специальной формы.

Как свернуть лист в трубу
Что, если мы нацелены на изготовление ещё более сложных элементов: приёмных воронок и труб? Конечно, сперва лучше потренироваться на отрезках, но в остальном и эти навыки вполне постижимы.
Изделия с замкнутой поверхностью, такие как трубы, баки и воронки, собираются на так называемых фальцевых соединениях. Фальц, для простоты, это замок, которым можно соединить края достаточно прочно и даже герметично. Обычный (одинарный) фальц изготавливается как складка на краю с двумя перегибами. На разных сторонах соединения фальцы направлены в противоположную сторону.

Обычно для водосточных труб фальцы изготавливают с шириной складки от 4 до 10 мм. Края полосы отбиваются на стальном уголке, затем лист сворачивается, фальцы сцепляются и плотно запрессовываются молотком, когда труба надета на оправку.
В изготовлении труб есть лишь одна сложность - обеспечить возможность их стыкования друг с другом. Поэтому перед скручиванием листа его короткий край оправляют на площадке с небольшим порожком, чтобы один конец трубы получился утонённым на пару миллиметров. Также трубы могут соединяться на фальцах, но по месту их таким образом не скрепить: крупный сегмент водостока собирается внизу, а затем в сборе монтируется.
Конечно, производителям гибочного оборудования есть что предложить и на этот счет. Для изготовления замков существуют фальцепрокатные каретки, а металл сворачивается в трубу на продольно-роликовом листогибе. Для утонения на краю также могут использоваться зиговочные машины или отдельные пары прокатных валков.

Техника изготовления воронок
Если понимать, что фальцевое соединение - суть чуть ли не любого жестяного изделия, можно дать волю воображению и собирать сложные изделия из нескольких более простых. Пример тому - всевозможные воронки, тройники и угловые отводы.

Воронка состоит из двух коротких отрезков труб большего и меньшего диаметра. Они собираются как и обычные трубы, вот только края у них развальцовываются наружу на 8–12 мм. Впоследствии эти отогнутые бортики и используют для дальнейшего изготовления фальцев, либо, если нет претензий к герметичности, загибают жёсткие кромки и скрепляют между собой просекателем.
Техника клепания разных изделий может существенно отличаться, но на деле это не так важно, как правильное составление выкройки. Все заготовки следует вырезать только по шаблону. Например, для центральной части воронки - усечённого конуса - выкройка представляет собой сегмент кольца, где длина внутренней дуги определяется диаметром слива, а внешней - диаметром приемного раструба.

К сожалению, оборудование для производства подобных изделий имеет весьма узкую специализацию, а потому недоступно в виду как высокой цены, так и малой распространённости. Однако все изделия из жести и листового металла, будь то ведро, бак или обычный конёк, можно изготовить и вручную, станки лишь облегчают некоторые операции.
При медленной загрузке этой страницы основные её изображения можно открыть и посмотреть в каталоге "Чертежи, схемы, рисунки сайта".
Колпак - оголовок из оцинкованной жести для кирпичного столба.
Высоту "h" выбрать любую, или с учётом размеров готового столба. Размеры посадки "а" и "b" иногда полезно увеличить на 5 - 10 мм, в зависимости от качества кладки. Размер "d" можно "прикинуть" рулеткой прямо на столбе, или считайте по нижеприведённой формуле.
* Положить выкройку лицевой стороной вверх. Просверлить отверстие ф3,5 mm. Прогнуть рёбра жёсткости (15mm) вниз почти на 90°. Прогнуть все пунктирные линии на угол 90°. Прогиб линий следует делать в листогибе, хотя бы в самодельном из двух уголков (его сделать недолго). Тогда линии гиба будут прямые, чёткие, без вмятин, и изделие в итоге будет иметь эстетичный вид. Если нет листогиба, то линию "а" и "b" гнуть как обычно; линии "А" и "В" гнуть на куске уголка № 50 - 63 закреплённого на краю верстака полкой вверх. Чтобы гнуть плоскость А или В сразу всю, или почти всю - применить брусок (штакетину) 25x45 мм длиной 30-40 см.
Прогнуть грани по линиям "d" до правильной прямоугольной формы колпака, зонта. Для этого иметь узкую оправку: уголок 50 с обрезанной полкой, или прикреплённую к нему металлическую полосу толщиной 1,5-2 мм, ещё лучше полотно пилы.
Проверить плотность прилегания верхнего (закрывающего) ребра жёсткости к тыльной (задней) плоскости колпака. Ещё раз проверить отсутствие перекоса изделия; наметить тонким маркером ответное отверстие ф3,5 мм; накернить, просверлить, и зафиксировать сборку заклёпкой 3,2 мм.
Догнуть плоскости по линиям "А" и "В" внутрь зонта (на своё место), руками зажав её между полоской металла (толщиной 2 мм, шириной 40-45 мм, длиной ~30 см); и бруском (штакетиной) 25x45 мм подходящей длины. При необходимости уплотнить этот гиб киянкой. При необходимости слегка осадить верх закрывающего ребра жёсткости в вершине колпака.
Нижний пояс колпака можно в выкройку не включать, а изготовить его отдельно. Из полосы соответствующей длины и ширины согнуть прямоугольник посадочных размеров "а" и "b"; отогнуть в его верхней части борты для жёсткости и крепления, и вложить внутрь колпака перед окончательным догибом плоскостей по линии "А" и "B". При необходимости зафиксировать заклёпкой 3,2 мм.
При изготовлении колпаков больших размеров разделить выкройку на две половины, но не по угловым линиям "d", а по серединам противоположных плоскостей-граней. Соединить половины двумя реечными "швами", устанавливая рейки внутри зонта, лицевой стороной к соединению. Фальцевый шов, особенно на крашенном материале, может (и будет) выглядеть неаккуратным. Нижний пояс для больших колпаков делать отдельно.
Внешний вид колпака с маленькой высотой - смотри рисунок квадратного зонта на странице "Газовая вытяжка".
Упрощённый колпак для столбов с поясом из кирпича:
Для опорных стоек и металлических столбов из профильных труб применяются в виде маленьких колпачков. Заглушки изготавливаются из более толстого металла, обычно в форме низкой пирамиды.
Изготовление одинарного и двойного соединительного фальца см. на странице "Стальная кровля".
Узел прохода короба вытяжной трубы в кровле крыши.
Короб устанавливается (одевается) на прямоугольный стакан, все стороны которого на 3 - 4 мм меньше сторон короба. Стакан под углом ската крыши склёпан с листом того же цвета, что и цвет кровли. Выкройку короба и установочного стакана разделки удобно чертить на одном жестяном листе. При небольшой высоте конструкции вентиляционный (или защитный, теплоизоляционный) короб можно соединять непосредственно с кровельным листом, т. е. без промежуточного стакана.
Разметить прямоугольное отверстие на обратной (не лицевой) стороне кровельного листа разделки. Размеры листа принять такими, чтобы с достаточным запасом (минимум по 20 см) перекрыть примыкающие к трубам участки кровли, а часть листа со стороны конька накрыть листом кровли сверху.
Проверить плотность установки стакана на листе. Наметить ответные отверстия Ф3,5 мм для крепления заднего борта. Снять стакан, просверлить отверстия. Перед окончательной установкой стакана на лист нанести под борты крепления герметик или любой водо-морозоустойчивый клей. Зафиксировать заклёпками 3,2 мм задний борт; затем боковые и передний.
Стакан и короб (уже с зонтом) поочерёдно установить (одеть) на вытяжные трубы для их тепло-влагоизоляции и улучшения внешнего вида. Со стороны конька крыши в нижней части конструкции дополнительно установить перед ней уголок-отбойник для отвода стекающей воды, особенно в том случае, если напор потока усиливается на крутом или длинном скате крыше.
Квадратный зонт и его выкройка, выкройка круглого зонтика для трубы диаметром 160мм - на странице "Газовая вытяжка".
Зонт, "дымник", флюгарка.
Высоту зонта выбрать любую. Если в торцевых деталях отрезать небольшие участки в их верхнем углу (по линии "К "), то у "дымника" будут два дополнительных окна для вытяжки. Сверху закрыть эти окна выступающим коньком, торцы которого можно срезать фигурно. По уровню этой же линии ("К ") можно сделать одно прямоугольное окно в верхней части всего зонта, которое придётся защитить сверху вторым зонтом, но меньшего размера. Флюгарка - зонт с флюгером, часто флюгаркой называют комбинацию из двух зонтов различного размера и формы; один из простых её вариантов на этом . Выкройку основной (большой) детали можно разделить на две одинаковые части - по линии её конька.
В двух торцевых деталях просверлить по четыре отверстия ф 3,5 мм.
Прогнуть все рёбра жёсткости по линиям "d" почти на 90°.
Прогнуть рёбра жёсткости 15 мм по линиям "А" и "В" на 90°.
Прогнуть зонт по линии конька до угла плоскостей.
Прогнуть все линии *60 с учётом уклона плоскостей зонта.
Гибку желательно делать в листогибе - даже самодельный из двух уголков значительно повысит качество гибки линий и внешний вид изделия.
Временно закрепить основную деталь на ровной поверхности, выдерживая размер "В".
Плотно приложить торцевую деталь к основной. Наметить ответные отверстия ф 3,5 мм; просверлить. Зафиксировать сборку заклёпками 3,2 мм.
Стойки сделать из полос этого же материала, свернув полосу (ш.105-110мм, дл. около 40см) дважды - т. е. в три слоя по 35 мм, БЕЗ ОСАДКИ по линиям сгиба для сохранения жёсткости.
Разметка отверстий для крепления стоек к зонту:
В расчёте размера " y " 3 см принимать к зонту для коробов или поясов из жести, 6 см - к зонту для кирпичной трубы.
Тройник для вытяжки.
Разметить и вырезать отверстие в выкройке основного патрубка "D". На нижнем чертеже представлена (как пример) точная разметка отверстия для входа d 140 mm в D 150 mm. На странице "Газовая вытяжка" дан чертёж разметки входного отверстия для тройника, объединяющего диаметр 120 мм с трубой 140 мм; и отвода диаметром 120 мм, как наиболее часто применяемых при устройстве индивидуального газового отопления в частном доме или в квартире.
Разметка входного отверстия диаметром 140 мм в трубу диаметром 150 мм:
Подготовить фальцы, "прокатать" патрубок "D" в форму трубы, но фальцевый шов не соединять.
Входной патрубок "d" временно установить в свёрнутый (но не уплотнённый по шву) патрубок "D". Выровнять взаимное положение патрубков. Патрубок "d" (входной) отчеркнуть и отрезать по линии входного отверстия. По линии отреза на патрубке "d" отогнуть борт шириной 8 - 10 мм как показано на рисунке.
Установить входной патрубок в тройник изнутри "расстёгнутого" проходного патрубка "D", застегнуть фальцы, проверить плотность примыкания деталей. Уплотнить фальцевый шов, просверлить ответные отверстия ф 3,5мм - зафиксировать сборку заклёпками ф 3,2 мм. При необходимости изнутри тройника добавить в линию соединения любой герметизирующий материал: шпаклёвку, краску, герметик.
При устройстве вытяжки от газового оборудования, от отопительного котла или от водонагревательной колонки, плотности соединений следует уделить особое внимание.
Углы, отводы вентиляции и газоходов.
Представлен упрощённый метод разметки линии сопряжения звеньев отвода, который даёт хоть и приближённую, но вполне применимую на практике выкройку. Уменьшение числа звеньев отвода (угла) увеличивает искажение и необходимость корректировки (подрезки) при сборке. Точные выкройки отводов строятся приёмами начертательной геометрии.
Выкройка и разметка линии сопряжения звеньев трёхзвенного отвода на 90 градусов.
Точную (в цифрах) разметку лекальной линии для отвода диаметром 120 мм смотри на странице "Газовая вытяжка". Выкройка и разметка линии сопряжения звеньев для пятизвенного отвода 90 градусов находится на странице "Тройник, отводы, переходы". Лекала левой стороны выкроек зеркально перенести на правую сторону.
Точки разметки соединить в плавную линию, полученное лекало зеркально отразить справа.
Выкройка и приблизительная разметка линии сопряжения двух звеньев прямого угла:
На чертеже дано лекало прямого угла девяносто градусов для трубы диаметром 100 мм.
Кормушка для кроликов.
Выкройка для изготовления кормушки бункерного типа из оцинкованной жести. На чертеже даны размеры деталей кормушки ёмкостью 3,5 л сухого насыпного корма.
Сборку заклёпками можно заменить контактной сваркой или точечной пайкой.
Просверлить все отверстия в деталях первого (пробного) экземпляра. Сделать надрезы по краям линий сгиба задней и внутренней стенок. Прогнуть борты крепления 15 мм на 90 градусов. Линию 25 мм задней стенки прогнуть внутрь примерно на 135 градусов, придать форму лотка кормушки. Согнуть внутреннюю и заднюю стенки до своих рабочих положений, используя боковые стенки в качестве кондуктора. Убедиться в совпадении отверстий. При необходимости подкорректировать их расположение на деталях следующих экземпляров. Соединить заклёпками 3,2мм внутреннюю стенку с обоими боковыми. Вложить в заднюю стенку, установить заклёпки.
Кормушку можно дополнить верхней крышкой и элементами крепления к клетке.
Водосборная воронка, водосточный жёлоб.
Размеры, фигурный обрез верха и художественные элементы водоприёмной воронки - по усмотрению исполнителя. Ширину полосы для выкройки каждой следующей по стоку воды секции жёлоба полезно увеличить на 1 - 2 мм.
В связи с большим количеством материала, некоторые чертежи и рисунки перенесены на другие страницы, в соответствии с их тематикой.
Выкройки конфузора, диффузора, перехода с круглого сечения на круглое другого диаметра (ведро), с прямоугольного сечения на круглое, на прямоугольное - находятся на странице "Чертежи, схемы, рисунки сайта".
Как сделать ведро своими руками из жести, из оцинкованного железа или из нержавеющей стали с прямыми стенками.
Вырезаем из материала развертку изделия
h
– высота (устанавливаем заданную величину)
d
– диаметр (устанавливаем заданную величину)
l
– длина окружности (находим расчетным путем)
l = πd = 3,14 * 329 = 1033
(мм)
h = 310
(мм)
ИЗГОТОВЛЕНИЕ ЦИЛИНДРА
В середине развертки размечаем отверстия для крепления ушка

1.
На прямоугольном листе из тонколистовой оцинкованной стали , на , или ручным способом при помощи киянки и бруса, зафальцовываем «по высоте» края листа в противоположные стороны. Сгибаем лист в цилиндр.
2.
Скрепляем загнутые края. Равномерно прижимаем полученный шов киянкой или колотушкой по всей длине цилиндра.
3.
Чтобы шов остался внутри цилиндра, необходимо провести следующую операцию: поворачиваем готовый шов таким образом, чтобы он находился возле ребра бруса; ударяя киянкой по шву, получаем внешнюю поверхность цилиндра без выступающего шва.

ОТБОРТОВКА ФАЛЬЦА
Ширина фальца зависит от его назначения: получения замка; закатка проволоки.

4.
Установим цилиндр относительно бруска в первоначальное положение. Обстукиваем молотком и отгибаем фальц.
5.
Постукиваем заостренной стороной молотка. Следим за шириной фальца – она должна быть одинаковой.
6.
Выравниваем фальц постукиванием тупой стороной молотка.
7.
Окончательно отгибаем под прямым углом согнутый фальц.
ЗАКАТКА ПРОВОЛОКИ
Вкладываем кружок по периметру отбортовки,

сделанный из проволоки, диаметр которого должен совпадать с внешним диаметром цилиндра.

Округляем круговую кромку и окончательно доводим закатку.
СОЕДИНЕНИЕ ЦИЛИНДРА С ДНОМ

8.
Загнем края у круга и вставим в цилиндр.
9.
Легкими ударами заостренной части молотка, загибаем фальц внутрь круга.
10.
Крепкими ударами тупой части молотка обстукиваем фальц на брусе, поворачивая при этом цилиндр.
11.
Сваливаем фальц на наружную плоскость цилиндра.
12.
Если в результате работы получится выпуклое дно, необходимо его выровнять.
13.
По самому краю дна, ударяем тупой частью молотка, по всему периметру окружности. Дно при этом выровняется, ребра соединения получат ярко выраженный контур.

ПРИКРЕПЛЕНИЕ ПРОМЕЖУТОЧНОГО ОБРУЧА
Дно ведра можно прикрепить к промежуточному обручу, а промежуточный обруч прикрепить к цилиндру.

14.
Крепим дно ведра с обручем.
15.
Соединяем обруч с цилиндром (корпусом ведра).
16.
Отгибаем фальц у обруча.
17.
Сваливаем фальц на наружную плоскость цилиндра и основательно постукиваем по периметру всей окружности.
ИЗГОТОВЛЕНИЕ УШКА
Соединение краев тонкого листового металла производится чаще всего в замок - посредством зажимания одного края в другой, но изредка применяются и другие способы, которые в работах юного мастера как раз могут понадобиться чаще. Способы эти вот какие.
Края листов можно просто спаять. Понятно, что это будет самый непрочный способ, особенно, если листы металла тонки. Это будет соединение в притык (1). Такое соединение может быть применено там, где не требуется прочности, но необходимо незаметное соединение. В более толстых листах соединение в притык делается зубцами (2). Так поступают, собственно, уже не жестяники, а медники - мастера, изготовляющие медную посуду, баки, трубы, колпаки и т. п. Соединение в притык можно сделать более прочным, припаяв с внутренней стороны пластинку (3). Это будет притык с накладкой. Более прочное соединение - в нахлестку (4). Один край накладывается на другой, шов пропаивается или скрепляется заклепками. Но это соединение уже имеет выступающий край, что не всегда удобно. Можно отогнуть кромки у одного края и у другого, зацепить их и сжать ударами киянки. Это уже будет простой замок (5).
Наиболее употребительный способ соединения - это двойной замок (6). Он делается так. У одного куска отгибается кромка под прямым углом, у второго кромка также отгибается, но в другую сторону, и прижимается к куску, а затем эта кромка отгибается под Прямым углом в обратную сторону. Обе отогнутых кромки соединяются между собой, загибаются в сторону первой кромки, и шов проколачивается киянкой. С обратной стороны он будет глаже, что надо учитывать при соединениях этим способом. Последовательный ход работы схематически изображен на следующем рисунке:
Всевозможные жестяницкие изделия чаще всего соединены двойным замком.
Изредка жестяники применяют соединение при помощи заклепок. Однако этот способ чаще применяется тогда, когда надо приклепать ручку, ушко, полосу и т. п. Изредка заклепками укрепляют швы в накладку и простым замком. Заклепывают обычно мелкими заклепками, лучше с широкими плоскими шляпками, холодным способом. В грубых работах жестяники предпочитают заклепки, свернутые из кусочка жести. Для их изготовления надо иметь кусок железа с дырками разных диаметров, или заклепочник. Ромбовидный кусочек жести свертывают фунтиком при помощи молотка или круглогубцев, вставляют в заклепочник, в дыру подходящего диаметра, и расклепывают головку. Такие заклепки мягки, но, конечно, не имеют того аккуратного вида, как у сплошных заклепок.

Почти все работы с тонким металлом основаны на пластичности металла, его способности изгибаться и расплющиваться. Но мастер должен умело пользоваться своим инструментом, иначе эти же свойства пойдут во вред работе. Как и почему, дальше будет видно.
Основная и самая первая работа мастера - это умение отогнуть фальц, иначе говоря,- загнуть край листа. Работа простая, но и весьма ответственная, так как от нее зависят дальнейшие процессы. Отгибать фальц приходится для самых различных надобностей: и для соединений швом, и для краев, для вставки днищ и других. Надо следить за тем, чтобы металл только гнулся, но никак при этом не расплющивался. Если металл в сгибе расплющится, он уширится. Кромка сгиба выйдет изогнутой, и поверхность листа покоробится.
В грубых работах, где фальц отгибается широкий, это не имеет почти никакого значения. Но там, где требуется большая точность и изящество, это будет очень заметно. Поясним на примере, что у нас может получиться. Предположим, мы хотим сделать из жести трубку и соединить ее двойным замком. Отогнули фальцы железным молотком, стали свертывать трубку и соединять шов, но оказывается - шов-то соединить очень трудно; фальцы оказались загнутыми из-за расклепывания металла молотком.

Поэтому фальцы всегда надо отгибать деревянной киянкой на острой железной кромке лома, железной полосы или уголка скребка.
Работа происходит в таком порядке. Прежде всего рейсмусом проводят линию сгиба. Чем толще металл и грубее работа, тем шире можно взять фальц (10- 20 мм, на тонкой жести фальц берется в 3-5 мм). Кладут лист на кромку скребка (или заменяющих его приспособлений) линией сгиба, быстрыми и точными ударами киянкой отбивают эту линию сначала у концов, а потом по всей длине фальца.

Затем пригибают под прямым углом кромку фальца, ставят ее наружной стороной на наковальню и выправляют с внутренней ударами киянки.
Предположим, что нужно отогнуть фальц у жестяного цилиндра.

Понятно, что диаметр наружной кромки отогнутого фальца будет больше, нежели диаметр его внутренней окружности. Следовательно, металл должен быть расклепан по всему фальцу, у внешнего края сильнее, к цилиндру слабее.
Фальц надо гнуть железным молотком. Цилиндр берут в левую руку, намечают изнутри рейсмусом ширину отгиба и прикладывают к кромке поддержки или лома под тупым углом, после чего поколачивают по будущему фальцу носком молотка, отбивая линию сгиба и расклепывая кромку. Легкие удары молотка направляют так, чтобы сильнее расклепывать наружный край. Обойдя полный круг, уменьшают угол наклона цилиндра, ставя его круче к наковальне, и продолжают тем же порядком работу. Ее повторяют еще и еще, все уменьшая угол наклона до прямого. При таком постепенном выколачивании фальц удастся отогнуть под прямым углом, и он нигде не лопнет. Отогнутый фальц ставят на плиту и выправляют его ударами киянки.
К такому цилиндру с фальцем можно уже присоединить двойным замком дно, только у кружка для дна надо отогнуть фальц или припаять дно припоем.

Подобно тому, как отгибают фальц на цилиндре, поступают и тогда, когда край жестяного изделия надо укрепить и сделать толще, закатывая в него проволоку. Работу ведут тем же порядком, но киянкой и не отбивая острой кромки сгиба. Сгиб должен выйти плавный, на металле надо сделать отворот, рассчитывая ширину этого отворота по толщине той проволоки, которая туда войдет.

Ширину надо брать примерно в три диаметра проволоки, прибавляя немного на толщину металла. Когда фальц отогнут под прямым углом, его отгибают киянкой назад, проворачивая цилиндр на круглой наковальне. Затем ставят на плиту, вставляют проволоку и несколькими ударами киянки по отвороту закрепляют ее. Киянкой на круглой наковальне и плите окончательно прижимают и оглаживают отворот. Перевернув изделие краем вверх, оправляют закатанный край сверху. Если отворот оказался недостаточно широким, его теперь очень легко исправить, проколачивая сверху киянкой с оттяжкой удара кнаружи. На изделиях с прямыми краями закатать в край проволоку, конечно, еще проще.
Из приемов обработки тонкого металла, основанных на расклепывании и вытягивании металла, юному мастеру непременно надо ознакомиться с выколачиванием. Выколачиванием плоской пластинке металла придают разнообразную выпуклую форму. Таким путем можно выколотить днища и крышки котлов, капоты и разнообразнейшие обтекаемые детали для моделей самолетов, обшивку для моделей судов и т. п. Выше у нас была уже подобная работа - эта выколачивание ковша.
Выколачивание - это работа, требующая терпения. Нельзя ударить раз-другой молотком и получить хорошую вытяжку. Надо потихоньку поколачивать молотком, всё время передвигая изделие, постепенно увеличивая глубину вытяжки и в заключение оправляя и оглаживая легкими ударами поверхность изделия.
Вытягивать можно в основном двумя способами. Первый способ - когда металл расплющивают на выпуклой наковальне, начиная от середины к краям. Середина получится тоньше всего, но зато изделие будет выпуклым. Работа ведется железным молотком. По второму способу выколачивают киянкой или молотком с круглым концом на оправке (матрице), имеющей соответственную форму.

Как пример, приведем выколачивание того же ковша. На деревянной колобашке или толстой доске надо сделать несколько круглых выемок различной глубины. Их вырезывают полукруглой стамеской, а затем оглаживают ударами круглого молотка. Круглую пластинку металла кладут над первым углублением и молотком или круглой киянкой выколачивают ее до тех пор, пока не получится правильно округленная поверхность без морщин. Тот же прием повторяют и в следующих, более глубоких матрицах. В заключение мы получим ковш по профилю матрицы. По другому профилю и другому раскрою мы могли бы получить и другую форму.
Иногда юному мастеру придется выколачивать на пластинках тонкого металла продольные углубления. Сечение такой пластинки получится фигурным, и пластинка приобретет жесткость.

Как и во всяком другом деле, разметка и раскрой материала, начало работы, являются очень важной операцией, от которой зависит и дальнейший успех. Отсюда ясно, что эта работа требует особой внимательности и аккуратности. Самая простая работа - это раскрой и изготовление простой открытой прямоугольной коробки с прямостоящими или расходящимися боками, с носком или без него.

Из листа жести выкраивают прямоугольник соответствующих размеров (а). При раскрое надо учесть площадь дна и высоту стенок. Рейсмусом отчерчивают линию сгибов. Один уголок срезают, если надо сделать в коробке носок. Перевернув лист на доску, носком молотка отсекают по углам биссектрисы углов примерно до границы будущих сгибов стенок (б). Снова перевернув лист, на ребре наковальни (куска железа) загибают киянкой бока (в), но не совсем. Их отделывают на прямоугольном конце наковальни и пригибают киянкой вплотную к стенке (г). Срезанный угол для носка остается не пригнутым, его слегка сплющивают, выделывая из него желоб. Коробка готова (д).
Работа, как видно, совсем несложная, но и ее надо выполнить аккуратно.
Выкраивание и изготовление цилиндрических форм не представит особых затруднений. Для цилиндра надо выкроить прямоугольник, высотой равный будущей трубе, а длиной в 3,14 диаметра этой трубы с прибавкой на закатку шва.

При изготовлении конических изделий (ведро, воронка и другие) все приемы работы останутся те же, только при раскрое придется вспомнить геометрию. Все конусные предметы надо правильно изобразить в развертке, и это самое главное.
Возьмем самый простой способ раскроя. Попробуем сделать коническое ведерко. Прежде всего надо начертить его среднее сечение, по оси. Оно представится в виде трапеции; продолжают стороны трапеции до их пересечения. Точка пересечения - это центр, из которого проводят две дуги - от длинного основания трапеции и от короткого. Получится кольцо, из части которого и будет сделана поверхность конусного ведра. Ширина этого кольца и есть высота ведра. Надо только не забывать прибавлять для закатывания верхнего края и загиба нижнего.

Длина необходимой нам части этого кольца определяется диаметром ведра. Примерно три диаметра с прибавкой на двойной замок-вот то, что надо взять от кольца. Отложив по верхней или нижней дуге 3,14 диаметра наружного отверстия или дна ведра, проводят по радиусу линию. Прибавки для двойного замка делают уже параллельно этим радиальным линиям. Так получится раскрой поверхности ведра. Так же точно расчерчивают любую конусную форму, будь то целый или усеченный конус: по радиусу откладывают высоту фигуры, по окружности - длину развертки.
Домашние строители стараются подбирать для решения проблем наиболее бюджетные варианты. Поэтому вопрос, как сделать трубу из жести своими руками, является актуальным для многих мастеров-любителей. Ведь самодельное трубное изделие из жести может вполне сравниваться с водостоками или кожухами, которые лежат на полках в специализированных магазинах.
Следовательно, нужно подробнее узнать процесс изготовления жестяной трубы, имеющей характеристики, как у заводских изделий.
Особенности исходного материала
Перед тем, как приступать к изготовлению трубы из листа металла, следует поближе познакомиться с материалом, из которого будет изготовлена труба, и его особенностями. Для начала стоит сказать, что это продукция прокатного типа, другими словами жесть – это лист стали, прошедший через вальцы прокатного стана и имеющий толщину 0,1-0,7 мм.
Помимо прокатных операций технология изготовления жести подразумевает обработку готового проката от образования коррозийных процессов. Для этого на сталь после проката наносят слой материала, который не подвержен воздействию коррозии.

Результатом выполненных действий становится стальной лист, ширина которого может варьироваться в пределах от 512 до 1000 мм, с хромовым или цинковым покрытием. Готовый продукт отличается пластичностью, поэтому жесть легко поддается ручной обработке. При этом накатанные ребра жесткости могут сравниваться по прочности со стальными изделиями. Это позволяет использовать жесть при изготовлении изделий сложной конструкции.
Необходимые инструменты
Перечень инструментов и приспособлений, необходимых для изготовления своими руками трубы для дымохода из оцинковки, обусловлен свойствами жести, в частности мягкостью и пластичностью. Обработка материала такого типа не требует приложения особых усилий, которые необходимы для работы с листовыми материалами.
Поэтому при производстве жестяных труб для дымохода необходим следующий набор инструментов:
- Ножницы для резки металла. Этот инструмент помогает без особого труда нарезать листовой материал на нужные куски, так как самая большая толщина жести достигает 0,7 мм.
- Молот с мягким бойком. Можно также воспользоваться деревянным молотком, киянкой, или стальным инструментом с мягкой резиновой накладкой. Однако последний вариант используют очень аккуратно или вообще не берут, так как он может стать причиной деформации тонкого листа жести и испортить всю работу.
- Плоскогубцы. С помощью этого инструмента решают вопрос, как согнуть трубу из жести, потому что это сталь, хотя и тонкая, следовательно, согнуть руками ее невозможно.
- Верстак. Это приспособление необходимо при резке материала и при нанесении разметки.
- Калибрующий элемент. Это может быть трубное изделие диаметром более 10 сантиметров, а также уголок, имеющий грани 7,5 сантиметров. Эти элементы необходимо хорошо закрепить, так как на их поверхности будет выполняться заклепывание стыковочного шва.
Помимо этих инструментов, следует приготовить линейку или рулетку и разметчик, представляющий собой стальной стержень с острой заточкой.
Инструкция по изготовлению жестяной трубы своими руками
Изготовление изделий из жести, включая трубы, проходит в три этапа:
- Подготовительные работы предполагают разметку заготовки и ее вырезание из жестяного листа.
- Формовка подразумевает формирование профиля трубы или другого изделия.
- В финале соединяются противоположные края заготовки.
А теперь более подробное описание каждого этапа изготовления жестяных труб своими руками.
Подготовительный этап
Вначале на лист жести наносится разметка, по которой будет вырезан полуфабрикат. Другими словами от определенного жестяного листа отрезают необходимую часть, из которой будет формироваться контур будущей трубы. Процесс разметки выполняется следующим образом: жесть раскладывают на верстаке и от верхнего края отмеряют отрезок, равный длине трубы. Здесь ставится отметка разметчиком.

Затем с помощью угольника по этой метке проводят линию перпендикулярно боковому краю. Теперь по этой линии длину окружности трубы, то же самое проделывают по верхнему краю. При этом по обоим краям добавляют около 1,5 см для формирования стыковочных кромок. Верхнюю и нижнюю отметку соединяют и вырезают заготовку.
Для определения длины окружности можно воспользоваться рулеткой, а можно вспомнить школьный курс геометрии.
Как сделать корпус трубы из жести
Целью этого этапа является формирование профиля трубы. По длине заготовки внизу и вверху проводится линия, по которой будут загибаться фальцы. При этом с одной стороны отмеряют 5 мм, с другой – 10 мм. Фальцы необходимо загнуть под углом 90 0 . Для этого заготовку укладывают на стальной уголок, совмещая линию сгиба с ребром уголка. Ударяя киянкой по краю, загибают его к перпендикулярной стороне уголка.

Теперь на сгибе, величина которого равна 10 мм, делают еще один загиб фальца, чтобы получилась своеобразная буква Г. В процессе сгибания фальца нужно следить, чтобы верхний загиб располагался параллельно заготовке, а его длина составляла 5 миллиметров. Поэтому при нанесении линии загиба фальца с одной стороны отмеряют 0,5 см один раз, а с другой стороны – два раза по 0,5 см.
Выполнив формовку фальцев, можно переходить к формированию корпуса трубы. Для этого лист заготовки укладывают на калибрующий элемент и начинают простукивать киянкой или другим подходящим инструментом, чтобы получить профиль определенной формы. Сначала заготовка принимает U-образную форму, а затем становится круглой. В этом случае фальцы должны соединиться вместе.
Обработка места соединения фальцев
Завершающий этап подразумевает обработку стыковочного шва, то есть его обжим. Для этого верхнюю часть Г-образного фальца загибают вниз, оборачивая край другого фальца. В результате должен получиться своеобразный сэндвич, расположенный перпендикулярно трубе. Чтобы получить стыковочный шов, необходимо прижать сэндвич к изделию.

Для большей надежности выполняют укрепление стыковочного шва с помощью заклепок. Однако сделанные своими руками трубы из жести с использованием такого способа стыковки не нуждаются в дополнительном укреплении.