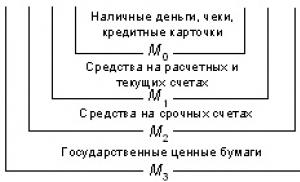
Как сделать цилиндр из жести. Как сделать дымоход из стальной трубы своими руками? Оцинковка и полимерное покрытие: в чём различия
С давних времён, с той поры, как только люди научились добывать и обрабатывать металл, зародилась такая профессия – жестянщик. Профессия творческая, практически, волшебная. Мастера – жестянщики творят из жести такие уникальные и прекрасные вещи, что диву даёшься: неужели это творение человеческих рук!.. Настолько они очаровательны.
При детальном анализе жестяных изделий, можно сделать вывод, что вся эта красота состоит из элементов, которые без труда может изготовить любой человек, приложив немного старания и терпения — благо, что в Интернете с лёгкостью можно отыскать самоучители по работе с жестью. Устройство и чертежи примитивных станков и приспособлений в доступной форме расписаны как на страницах старых учебников, так и в сети информации такого рода предостаточно.
На первый взгляд, идея может показаться нелепой и даже бредовой, но это не так. В действительности же, изготовить оборудование, оправки и приспособления для работы с жестью можно из подручных средств, собственными руками, с минимальными материальными затратами. Чертежи и схемы оборудования располагаются в источниках, о которых было сказано ранее.
Разберём детально, что именно потребуется для открытия цеха.
Помещение. Для работы подойдет обыкновенный гараж или небольшой ангар, так как используемые станки будут полностью механические, то наличие электроэнергии не обязательно. Такое помещение можно взять в аренду, причём очень не дорого.
Теперь станки и оборудование. Для выпуска первых, простейших изделий, которые принесут первый доход предприятию, понадобится всего один станок – гибочник. Для его изготовления потребуется три уголка шириной 75 мм и длиной 2 м и два шарнира — всё это сваривается в единую конструкцию (где искать схему изготовления описывал ранее). Самодельный станок в разы дешевле заводского, а по качеству изделия, изготавливаемые на нём, ни чуть не уступают фирменным.
Оправки и приспособления. Начинающему жестянщику, в качестве приспособлений, подойдут следующие материалы: труба диаметром 76 мм – 89 мм, длиной примерно 2 м; швеллер шириной 80 мм – 100 мм, длиной тоже 2 м; труба или кругляк диаметром 50 мм, длиной 2 метра. Пожалуй, это всё.
Далее рассмотрим инструменты : ножницы прямые 1 шт., ножницы фигурные 1шт., рулетка 5 м 1 шт., штангенциркуль длиной 250 мм, линейка 1 м 1 шт., линейка 500 мм 1 шт., обыкновенный плотницкий молоток весом 250 гр. 1 шт., киянка 1 шт., чертилка и карандаш. Такого набора вполне достаточно для первоначальных заработков.
Рабочий стол – тут вообще всё просто, его изготавливают из подручных средств, вполне подойдёт деревянный стол, если нет металлического, главное, чтоб были выдержаны приблизительные размеры высота 0,85 м длина 2 м ширина 1,5 м. Много места он не займёт, а творить на таком рабочем месте будет вполне комфортно.
Если подсчитать затраты на всё вышеперечисленное, то сумма получится более чем скромная, при том, что речь идёт о создании частного предприятия. Сюда же следует добавить затраты на рекламу и, тем не менее, расходы увеличатся ни на много.
В настоящее время запущена программа помощи малому бизнесу, при обращении с данным проектом в центр занятости, высока вероятность получения субсидии в размере 58800 руб на развитие собственного дела.
Перспективы – 1) минимальное капиталовложение, нет необходимости закупать дорогостоящее оборудование; 2) простейшие изделия (конёк, отливы, совки, лопаты) можно изготавливать с первого дня работы, это означает, что с первого дня начнётся окупаемость замысла; 3) безотходное производство, все обрезки, в последствии, сдаются в металлолом, что увеличивает доходность цеха; 4) высокая рентабельность и короткие сроки окупаемости вложенных средств.
Перечисленные аспекты делают проект создания цеха по работе с жестью высокоперспективным. Для лиц, делающих первые шаги в открытии малого бизнеса, данная идея станет просто уникальной.
Кровельное железо - пожалуй, самый дешёвый способ устроить водосточную систему и защитить коньки кровли.
Детали настолько разнообразны и могут быть столь уникальными, что зачастую их изготавливают «по месту». Что для этого нужно, какие навыки и оборудование, мы сегодня и расскажем.Как правильно гнуть металл
Кровельные элементы, как правило, скрыты от глаз прохожих и какие-либо претензии по декоративной части к ним не предъявляются. Это делает возможным ручное изготовление деталей с использованием шаблонов, но приходится постоянно оправлять изделие киянкой.

Это не самый лучший подход: линии сгиба и всё изделие в целом получаются волнистыми, а работа над одной деталью может растянуться на долгое время. Для штучных изделий это вполне терпимо, но если приходится обносить водостоком весь дом - следует получить в своё распоряжение необходимое оборудование и приспособления.
Сегодня листогибы занимают собственный сегмент на рынке профессионального инструмента и доступны повсеместно. Цена их довольно высока, но ведь только на собственном, проверенном оборудовании можно изготовить детали отличного качества. Арендовать листогиб - тоже вариант, но станок, переходящий из рук в руки, не будет обладать необходимой точностью и безотказностью.
Оцинковка и полимерное покрытие: в чём различия
Для большинства современных станков нет разницы, гибка какого типа листового металла на нём выполняется. Но есть свои сложности в работе с металлом, покрытым полимерным составом. С оцинковкой проще, ибо её защитный слой более стоек к истиранию и повреждениям. Поэтому ничего не мешает гнуть оцинкованную сталь ударами или елозить ей по ржавому шаблону - главное, чтобы не было глубоких царапин.

Покрытие специальной краской имеет меньшую механическую прочность, оно более тонкое и относительно легко обдирается. Будет не лучшим решением гнуть полимер-прокат на старых листогибах с дефектами валков, поворотных балок или с расшатанными шарнирами, а уже тем более такой металл не стоит обрабатывать киянкой. Равно как не стоит пользоваться любыми подручными приспособлениями, способными повредить пленку «антикора».
Первое простейшее изделие
Для начала изготовим простейший кровельный элемент - конёк. Чтобы он впоследствии ровно и плотно лёг на крышу, сперва определите угол разворота, приложив на один из скатов длинную тонкую рейку.
Ширина полок конька - от 15 до 30 см, соответственно, понадобится полоса вдвое большей ширины с припуском по 10 мм с каждой стороны. Этот край может иметь неровности с допуском 2–3 мм, так что ровный раскрой не нужен. Нанесите разметку из трёх продольных линий: центр конька и оба его края. Уложите полосу центром на край стола и прижмите бруском под двумя струбцинами по линии разметки.

Снизу под выступающий край листа нужно подложить ровную доску и загнуть полку кверху, соблюдая отмеченный угол разворота ±10º. Теперь заготовку нужно отпустить и сместить назад, чтобы линия разметки края приходилась точно на грань бруска. Снова зажимаем заготовку и хорошо затягиваем струбцины, а затем проходим по кромке киянкой, заворачивая её перпендикулярно вверх.

Обработка кромок необходима для придания жёсткости профилю конька. Для их изготовления можно также использовать рейку-правило, прижатую через брусок: клиновидный торец планки позволит сделать дозагиб края больше, чем на 90º. После предварительного загиба обеих кромок их нужно уложить на деревянную шпалу и отбить киянкой, сплющивая загиб. Во множестве листогибов эта операция выполняется одним проходом каретки роликового кромкогиба.

Обрабатывая кромку вручную, идите от одного края к другому последовательно, а затем выровняйте визуальные неровности руками. Уже на этом этапе можно задуматься о частичной механизации и создании примитивного станка. Например, если гибочную планку изготовить из металла или твёрдого дерева и закрепить её на двухосевых шарнирах, обработка пойдёт не в пример быстрее и чётче.

Ручная работа: как согнуть сегмент водостока
Для изготовления из жести деталей с радиусным профилем следует заранее заготовить шаблон, «на коленке» вести подобную работу не реально.
Возьмите дюймовую трубку, приварите на её концах два прутка арматуры в качестве приводных рукояток. По шву трубки сделайте пропил болгаркой, затем хорошо обработайте края наждачкой, можно даже обклеить распущенным надвое силиконовым шлангом.

Зажмите полосу кровельного железа на краю стола, заведите торец в пропил и проверните трубку на 360º, чтобы «прямой» лепесток в центре скрутки расположился параллельно остатку листа.
Сформировать лоток можно реечным трубогибом, а можно по распущенной 200 мм трубе. Ровный край заготовки загибаем под 90º, прижимаем бортик к столу стенкой трубы и оправляем железо киянкой. Скрученный край доводим руками, загибая его немного внутрь дуги. Снимаем заготовку с шаблона и дожимаем прямоугольную складку.

Такой отлив может изготавливаться сегментами по 1–1,5 метра, которые затем легко стыкуются по месту монтажа и скрепляются просекателем. Наличие двух рёбер жёсткости не даст лотку прогнуться между креплениями под весом наледи, а скрытый паз позволит дополнительно укрепить водосток на крюках специальной формы.

Как свернуть лист в трубу
Что, если мы нацелены на изготовление ещё более сложных элементов: приёмных воронок и труб? Конечно, сперва лучше потренироваться на отрезках, но в остальном и эти навыки вполне постижимы.
Изделия с замкнутой поверхностью, такие как трубы, баки и воронки, собираются на так называемых фальцевых соединениях. Фальц, для простоты, это замок, которым можно соединить края достаточно прочно и даже герметично. Обычный (одинарный) фальц изготавливается как складка на краю с двумя перегибами. На разных сторонах соединения фальцы направлены в противоположную сторону.

Обычно для водосточных труб фальцы изготавливают с шириной складки от 4 до 10 мм. Края полосы отбиваются на стальном уголке, затем лист сворачивается, фальцы сцепляются и плотно запрессовываются молотком, когда труба надета на оправку.
В изготовлении труб есть лишь одна сложность - обеспечить возможность их стыкования друг с другом. Поэтому перед скручиванием листа его короткий край оправляют на площадке с небольшим порожком, чтобы один конец трубы получился утонённым на пару миллиметров. Также трубы могут соединяться на фальцах, но по месту их таким образом не скрепить: крупный сегмент водостока собирается внизу, а затем в сборе монтируется.
Конечно, производителям гибочного оборудования есть что предложить и на этот счет. Для изготовления замков существуют фальцепрокатные каретки, а металл сворачивается в трубу на продольно-роликовом листогибе. Для утонения на краю также могут использоваться зиговочные машины или отдельные пары прокатных валков.

Техника изготовления воронок
Если понимать, что фальцевое соединение - суть чуть ли не любого жестяного изделия, можно дать волю воображению и собирать сложные изделия из нескольких более простых. Пример тому - всевозможные воронки, тройники и угловые отводы.

Воронка состоит из двух коротких отрезков труб большего и меньшего диаметра. Они собираются как и обычные трубы, вот только края у них развальцовываются наружу на 8–12 мм. Впоследствии эти отогнутые бортики и используют для дальнейшего изготовления фальцев, либо, если нет претензий к герметичности, загибают жёсткие кромки и скрепляют между собой просекателем.
Техника клепания разных изделий может существенно отличаться, но на деле это не так важно, как правильное составление выкройки. Все заготовки следует вырезать только по шаблону. Например, для центральной части воронки - усечённого конуса - выкройка представляет собой сегмент кольца, где длина внутренней дуги определяется диаметром слива, а внешней - диаметром приемного раструба.

К сожалению, оборудование для производства подобных изделий имеет весьма узкую специализацию, а потому недоступно в виду как высокой цены, так и малой распространённости. Однако все изделия из жести и листового металла, будь то ведро, бак или обычный конёк, можно изготовить и вручную, станки лишь облегчают некоторые операции.
С развитием строительного рынка потребность в трубах их жести мало-помалу падает. Сегодня они эксплуатируются больше как составные украшения интерьера (см. фото). Жесть являет очень тонкие листы стали, которые подвержены появлению ржавчины. Именно поэтому на сегодняшний день вместо нее для изготовления водосточных труб, интересных навесов над ними, а также небольших крыш над печными трубами используют оцинкованное железо. Но все же существуют сферы, где этот материал все еще востребован, например, для изготовления трубы для самовара, консервных банок, тары для лакокрасочных покрытий и химических продуктов, хозяйственных изделий, информационных табличек и другого (см. фото).


Существует несколько видов жести. Так, на сегодняшний день она бывает консервной или пищевой, тонколистовой черной, одно- и двукратной прокатки, а также лакированной. Впервые ее начали изготавливать много лет назад, и делалось это своими руками. Листы материала размером 1х1 метр и толщиной около 2 миллиметров делались при помощи больших молотов, после чего их на некоторое время оставляли в емкостях с молочной кислотой. С того времени технология ее изготовления значительно изменилась и сегодня для этого используются специальные механизмы. Изготовить трубу из таких качественных листов не составляет труда.
Приступаем к работам


Для того чтобы создать трубу из жести не нужно особых умений (см. видео). Необходимо подготовить лист металла толщиной около 0,6 миллиметра, плоскогубцы, а также ножницы для рассекания металла. Кроме того должен быть наготове молоток и клепки из стали или алюминия. Металлический лист должен быть максимально плавным и отшлифованным, а также обладать углами 90 градусов, как на фото. Чтобы сделать трубу на листе нужно представить своими руками образец конструкции в развернутом виде. Это можно сделать либо любой острой вещью, либо мелком. Ширина такого образца должна совпадать с величиной сечения трубы, к которому добавляется еще 1,5 сантиметра. После вышеперечисленных действий заготовка вырезается ножницами по металлу.
Далее конструкция кладется на рабочий стол для обработки вручную изделий из металла и на ней с одной стороны рисуется так называемая линия отгиба, ширина которой должна составлять 0,5 сантиметра (см. видео). Начерченная линия совмещается своими руками с противоположным углом листа металла, а ее край сгибается при помощи плоскогубцев и хорошо прижимается. Таким образом, получается труба из жести. Качественно зафиксировать края такой трубы можно с помощью клепок из стали или алюминия. Для этого в обоих краях трубы из жести нужно сделать отверстия с шагом примерно 3 сантиметра, как, например, на видео.
Несмотря на множество различных жестяных заготовок, которые продаются в строительных супермаркетах, иногда при монтаже водостоков, вентиляции или других подобных инженерных систем возникает необходимость в установке деталей нестандартной конфигурации или размера. Потому многие домашние мастера интересуются, как сделать трубу из жести своими руками.
Особенности используемого материала
До того как начинать работу, целесообразно внимательно ознакомиться с особенностями материала, из которого предполагается конструировать трубу. Жесть – это обыкновенный лист стали толщиной от 0,1 до 0,7 мм. Его формируют путем последовательного проката заготовки через вальцы прокатного стана.
Однако на этом обработка не заканчивается. Для того чтобы защитить полученный лист от воздействия коррозии, его необходимо покрыть слоем другого вещества, которое не окисляется на воздухе.
В результате на склад готовой продукции поступают стальные листы, ширина которых согласно ГОСТ может составлять 51,2-100 см, покрытые сверхтонким слоем цинка, хрома или олова.
Обратите внимание!
Материал получается очень пластичным, что позволяет обрабатывать его в домашних условиях.
С другой стороны, при обустройстве ребер жесткости вы можете получить конструкцию, которая по прочности не уступает более толстой стали.
Учитывая, что цена на жесть также невысока, ее часто используют для изготовления множества различных деталей сложной формы.

Необходимые инструменты
Для порезки и изгибания листов жести не нужно прикладывать больших усилий. Тем не менее, нелишним будет вооружиться специальными инструментами и приспособлениями, перечень которых приведен в таблице.
| Инструмент | Назначение |
| Ножницы по металлу | Используются для того, чтобы разрезать лист жести на заготовки нужного размера. Максимальная толщина материала, как вы знаете, 0,7 мм, потому достаточно приложить лишь незначительное мускульное усилие. |
| Киянка | Можно заменить ее резиновым молотком, а также стальным инструментом с резиновыми накладками, которые не оставляют на жести вмятин во время использования. |
| Плоскогубцы | Используются для выполнения сгибов. Можно заменить клещами. |
| Верстак | Для разметки и порезки необходимо располагать лист жести на ровной поверхности. Лучше всего использовать столярный верстак, но можно выполнять порезку и на полу, очищенном от крупного мусора. |
| Калибрующие элементы | Их роль выполняет толстостенная стальная труба диаметром около 100 мм (или древесина круглого сечения) и стальной уголок шириной в 75 мм. Его закрепляют на краю верстака или зажимают в столярных тисках. Труба понадобится для изготовления продольного шва трубы. |
| Разметчик | Используется для нанесения разметки на жесть. Представляет собой тонкий стальной стержень с острым концом. |
| Измерительный инструмент | Сюда относятся линейки, рулетки, угольники и другие подобные приспособления. |

Процесс работы
Начнем изготовление трубы из жести своими руками.
Весь процесс можно условно разделить на несколько основных этапов:
- Подготовка. Сюда включается разметка изделия и вырезание из куска жести отдельных заготовок.
- Формовка. На этой стадии происходит первоначальное формирование трубы круглого сечения.
- Соединение. Здесь необходимо окончательно сшить детали в готовое изделие.
Рассмотрим каждый из них более подробно.
Шаг 1. Подготовка
Сложная инструкция здесь не понадобится, все очень просто:
- лист размещается на ровном участке (верстаке или полу);
- от верхней кромки отмеряется отрезок, равный длине будущей трубы (отметки можно ставить маркером или специальным разметчиком);
- затем через отметку с помощью угольника проводится линия, перпендикулярная верхней кромке листа;
- на верхней кромке и прочерченной внизу линии отмеряется ширина заготовки, которая равна длине окружности трубы (причем к этому параметру необходимо добавить 15 мм для обустройства стыка);
- все отметки соединяются, после чего по получившимся линиям производится вырезание заготовки.
Совет!
Зная диаметр трубы, можно легко вычислить длину окружности (ширину заготовки) по известной формуле L = π D , где π – 3,14, D – диаметр будущей детали.

Шаг 2. Формовка
После получения заготовки, необходимо сформировать круглый профиль будущей трубы.
Здесь работа производится так:
- Размечается линия для фальцев. Его ширина – 0,5 см с одной стороны и 1 – с другой. Фальцы загибаются под углом в 90 градусов к плоскости листа жести. Для этого можно использовать стальной уголок и киянку.

Лист жести размещается на краю стола со смещением на нужную длину, затем ударами резинового молотка аккуратно загибается его край. В конце работы он должен плотно соприкасаться с нижней плоскостью уголка.
Работа должна производиться равномерно по всей длине заготовки. Для облегчения процедуры можно использовать плоскогубцы.
- Затем на сантиметровом фальце делается еще один загиб в форме буквы Г. Верхнюю часть (ее ширина должна быть 0,5 см) нужно сделать параллельной листу жести. Желательно заранее произвести разметку и для этого загиба.

- По окончании работы с фальцами, переходим к работе над самой трубой. Для этого используется заранее припасенная круглая деталь. Расположив на ней лист жести, следует с помощью киянки придать ему округлую форму. Делать это нужно постепенно по всей длине листа до тех пор, пока согнутые края не встретятся.
Шаг 3. Стыковка
Осталось только совместить края и закрепить шов. Для этого горизонтальный участок большего фальца загибается вниз, закрывая противоположную кромку. Затем торчащий шов пригибается к плоскости трубы с помощью киянки.
Трубы из оцинкованной стали — неотъемлемый элемент водосточной системы любого дома. Приобретение готовых водостоков — дело довольно затратное. Как можно самостоятельно изготовить водосточные трубы и тем самым ощутимо сэкономить денежные средства, рассказывается в этой статье.
Покупка готовых элементов водосточной системы — дело достаточно дорогое. Так, например, желоб водосточный из оцинкованного металла стоит порядка 100 руб./м, воронка водосточная — 160 руб./шт., труба диаметром 100 мм — 110 руб./м, колено для водосточной трубы — 110 руб./шт. Если подсчитать стоимость всех элементов, необходимых для оборудования водосточной системы для целого дома, то получится довольно внушительная сумма. Естественный вопрос, как сэкономить? Ответ прост — делать все элементы своими руками.
Давайте подсчитаем. Для водосточной трубы необходимо оцинкованное железо. Цена за лист 2500х1250 мм составляет 600 руб. Чтобы изготовить трубу диаметром 100 мм, необходима полоса металла шириной 340 мм — это, по сути, длина окружности диаметром 100 мм, плюс загибы. Из одного листа выходит 7 полос с такой шириной. Получаем: 600 / 7 = 85 руб. за трубу длинной 1250 мм, или 68 руб./м — себестоимость одного метра оцинкованной трубы. Экономия больше 60%! На остальных элементах она будет еще больше.
Если приведенные расчеты вас убедили в необходимости научиться самостоятельному изготовлению оцинкованных труб и других элементов из листового металла, то давайте приступим к обучению. Начинать необходимо с самого простого — с труб. О том, как это делается, будет рассказано в этой статье.
Необходимые инструменты и материалы
Для того чтобы изготовить трубу диаметром 100 мм, нам понадобятся следующие инструменты и материалы:
- Киянка деревянная или резиновая. Вообще говоря, от качества этого инструмента в первую очередь будет зависеть качество готового изделия. Киянка должна быть достаточно тяжелой, но такой, чтобы было легко контролировать силу удара, не очень твердой, но при этом достаточно плотной.
- Ножницы по металлу. Подойдут любые, главное, чтобы ими было удобно резать металл на больших плоскостях.
- Металлический уголок длиной не менее 1 м, установленный на краю стола-верстака. Именно на нем будет производиться гибка металла, поэтому он должен быть устойчивым и достаточно массивным.
- Стальная труба диаметром 60-90 мм, закрепленная горизонтально — «пушка». На ней будет производиться сборка изделий. Соответственно, ее длина так же не должна быть меньше 1 м.
- Линейка.
- Чертилка по металлу. Подойдет любой заточенный металлический стержень, вплоть до большого гвоздя.
- Собственно, сам лист оцинкованного металла толщиной 0,5 мм.
Изготавливаем трубу из оцинкованного железа диаметром 100 мм
1. Отрезаем от цельного листа металла заготовку шириной с одной стороны 340 мм, с другой 330 мм. Полоса зауживается для того, чтобы готовая труба вошла в следующую по принципу «папа-мама».

Имеет смыл сразу разметить весь лист и откладывать отрезки с каждой стороны поочередно — с одной 340 мм, 330 мм, 340 мм, 330 мм и так далее, с другой, соответственно, 330 мм, 340 мм, 330 мм, 340 мм. Если не планируется соединять готовые трубы друг с другом или другими элементами, то размечаете прямоугольники со сторонами по 340 мм.
2. Начинаем делать швы для трубы по обеим метровым сторонам. Для этого на металлическом уголке загибаем киянкой края листа по 7 мм с обеих сторон, на 90° в разные стороны относительно друг друга.

3. Переворачиваем заготовку, загнутым углом вверх и киянкой добиваем угол примерно до 130-150°.

4. Делаем ещё один загиб. Заготовка должна выступать на 1 см от уголка. Киянкой простукиваем по всей длине уголка. Удары должны быть сильными, плотными и уверенными. При этом киянка обязательно должна ложиться чётко на плоскость уголка, не отклоняясь ни влево, ни вправо, иначе шов просто сплющится.

5. В итоге получится лист с такими загибами по краям:

6. Обжимаем руками заготовку вокруг трубы «пушки».


7. Зацепляем оба загиба друг за друга.

8. Надеваем заготовку на трубу «пушку» и бьем киянкой по месту сцепления углов до полного их сплющивания.

9. Труба готова.

10. В идеале можно слегка развальцевать трубу в широкой стороне для облегчения состыковки друг с другом, и накатать кольца с обоих концов для обеспечения жесткости, однако и в полученном виде труба пригодна для эксплуатации. Если не допущено ошибок при разметке, то она легко состыкуется с другими элементами, в том числе и заводского изготовления.

В конце следует заметить, что водостоки — это не единственное применение таких труб. Системы вентиляции, различные дымоходы — везде оцинкованные трубы найдут свое применение, так что умение делать их своими руками еще не раз послужит вам добрую службу в деле экономии.