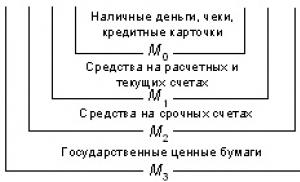
Как делают гвозди из проволоки. Гвозди – виды и применение
Непростая экономическая ситуация, нестабильность государственного и бюджетного сектора привело к развитию . Человек, обладающий желанием и ориентированный на достижение результата, ищет пути открытия собственного дела. Изготовление гвоздей как бизнес – источник стабильного дохода при минимальных вложениях.
Раньше гвозди изготавливались путем ковки, что требовало временных и производственных затрат. Современная технология изготовления гвоздей делает возможным получение конечного продукта из простой проволоки на небольших по размерам аппаратах.
Перед началом деятельности необходимо грамотное оформление бизнес идеи, которую требуется сформулировать с параллельным анализом экономических тенденций в этом направлении. С этой точки зрения можно сказать, что обычные гвозди пользуются спросом, поскольку они являются незаменимым элементом строительства.
Данный вид производства не предполагает значительных финансовых вложений и отличается коротким сроком окупаемости. Как правильно начать изготовление строительных гвоздей своими руками и добиться стабильной прибыли?
Процедура регистрации
Первым делом требуется зарегистрировать деятельность. Для этого нет необходимости организовывать юридическое лицо, достаточно просто зарегистрироваться в качестве индивидуального предпринимателя. Оптимальным вариантом станет выбор упрощенной системы налогообложения, что позволит выплачивать в казну лишь 15% от получаемой прибыли.
Если планируется изготовление гвоздей , то не нужно будет искать помещение. Если будущее предприятие организуется как малый бизнес, то потребуется поиск подходящего места для открытия мини-цеха.
Подбор помещения для изготовления гвоздей
Изготовление гвоздей не требует специального помещения. Минимальная площадь будущего цеха – 30 квадратных метров. Этого достаточно для начала процесса. Обязательным условием при выборе помещения является наличие электрической сети. Практически каждый станок для изготовления гвоздей работает с сетью на три фазы и напряжением 380 вольт. Поэтому следует обеспечить данное условие.
Можно начинать производство продукции в простом гараже или подвале, но важно, чтобы помещение не располагалось в жилом доме, поскольку оборудование и сама технология отличается повышенным уровнем создаваемого шума.
Рекомендуют не проводить ремонт арендуемого помещения сразу. Главное, чтобы в здании была исправная проводка и присутствовала крыша. «Косметику» можно будет навести потом, когда производство начнет приносить доход.
Необходимо выбирать помещение под изготовление гвоздей так, чтобы были удобные подъездные пути для доставки сырья и отгрузки продукции.
Оборудование для изготовления гвоздей
Необходимое оборудование для изготовления гвоздей:
- проволочно-гвоздильный аппарат
. Существуют импортные и отечественные образцы. Разница между ними заключается в цене. При недостаточном количестве первоначального капитала можно приобрести станки для изготовления гвоздей б/у. Их стоимость наполовину ниже стоимости нового оборудования.
Выбирая станок, следует обращать внимание на функцию регулирования диаметра головки и длину изделия, скорость работы, возможность использования проволоки для изготовления гвоздей разной толщины.
Если нет возможности купить станок для изготовления гвоздей, то его можно сделать самостоятельно. В сети существует немало инструкций, как собрать простейшее оборудование. Однако сделанный своими руками станок для изготовления гвоздей не позволит обеспечить должный уровень производительности;
- шлифовальный станок . Это оборудование не является обязательным, но шлифованные гвозди стоят дороже необработанных;
- тельфер и ручная тележка . Эти приспособления требуются для отгрузки готовой продукции.
Материалы
Материал для изготовления гвоздей – низкоуглеродистая сталь. Она изготавливается на металлопрокатном производстве. Проволока поставляется в виде намотанных на бобины катушек, имеющих различный вес. При выборе объема следует учитывать, что для большей катушки потребуется соответствующий аппарат для разматывания. Проволока для изготовления гвоздей, цена на которую варьируется в пределах от 20 до 30 тыс. руб. за тонну, определяется качеством материала и диаметром.
Изготовить оцинкованные гвозди можно из обычной сталистой проволоки. Уже готовое изделие покрывается слоем цинка. Более дорогой вариант заключается в приобретении оцинкованной проволоки, что освобождает от необходимости покрытия полученных гвоздей.
Если целью является производство закаленных изделий, отличающихся прочностью, то сырье должно быть выполнено из высокоуглеродистой стали, прошедшей предварительную термическую обработку. Сам процесс производства не доступен в домашних условиях и требует больших затрат, что делает продукцию более дорогой. Закаленные гвозди – это побочный продукт из-за ограниченности области их применения.
Персонал и тара
Для упаковки готовой продукции потребуется тара. Обычно гвозди транспортируются в простых деревянных ящиках. Они изготавливаются на дому самостоятельно или приобретаются уже готовыми. Главное соблюсти параметры вместимости. Один ящик рассчитан на 50 килограмм.
Для беспрерывного функционирования производства потребуется наем персонала. Обеспечить стабильную выработку на уровне одной тонны за смену способен один человек. Это учитывается при расчете себестоимости продукции.
Изготовление гвоздей: сроки окупаемости
Средний срок, необходимый для окупаемости подобного производства составляет полгода. Важное место при расчете времени получения прибыли и покрытия затрат занимает поиск сбыта. Если цена на изготовление гвоздей будет на уровне 55 тыс. руб. за тонну, то выйти на точку рентабельности при соблюдении нормы выработки в 4–5 тонн за месяц можно в течение года.
Производство строительных гвоздей – это перспективное направление благодаря востребованности продукции. Видео изготовления гвоздей дает возможность увидеть все этапы производства, отличающегося малыми затратами, но высокой окупаемостью. Главное для успеха – это правильная организация сбыта, гибкая ценовая политика и тогда все получится.
Первый способ . Самый простой. Берём латунную проволоку нужного диаметра, острый скальпель или нож и начинаем отрезать кусок латунной проволоки, катая её на чем-то твёрдом. При отрезании таким способом образуется кольцевой буртик. Данный способ я использую для крепления очень мелких деталей, где надо сымитировать мелкие гвозди. Например, петли руля на шлюпке. В петле и в основе сверлится отверстие чётко по диметру проволоки, вставляется гвоздь, а буртик не даёт пролетать гвоздю через отверстие. Чтобы гвоздь не вылетал из основы, его надо немного изогнуть.
Второй способ . Гвозди со шляпками впотай. Для этого надо сделать небольшую приспособу. Надо взять пластину из металла толщиной 2-3 мм, просверлить в ней отверстие диаметром под проволоку, например 0,5 мм. Далее сверлом 1 мм делаем зенковку на глубину конической части сверла или немного глубже. Приспособа готова.
Рис. 1. Зенковка отверстия.
Дальше надо сделать заготовки гвоздей. Для этого понадобиться газовая горелка или бытовая газовая плита, а также сода пищевая в качестве флюса. С их помощью будем формировать на конце проволоки утолщения для шляпок. В небольшое количество соды добавляем несколько капель воды, чтобы получился раствор жидкой сметаны. Окунаем проволоку в раствор соды. Держа проволоку вертикально, подносим к пламени горелки, при этом латунь начинает плавиться, и сворачивается в некое подобие капли.

Рис. 2. Формирование капельки на кончике латунной проволоки.

Рис. 3. Капля на конце латунной проволоки.
Отрезаем от проволоки с каплей нужную длину и повторяем эту операцию нужное количество раз. Далее вставляем заготовки в приспособу и молотком расплющиваем верхушку заготовки.


Рис. 4 и 5. Вставляем проволоку в приспособу.

Рис. 6. Расплющиваем.
Потом напильником удаляем лишний металл.

Рис. 7. Обработанная шляпка.
В итоге получается такой гвоздь.

Рис. 8. Гвоздь после обработки в приспособе.
После снятия облоя получаем готовый гвоздь.

Рис. 9. Гвоздь на этапе снятия облоя зажат в цанговый зажим

Рис. 10. Готовый результат
Совет . Перед тем, как формировать шарик на конце проволоки, её надо немного растянуть. Диаметр проволоки немного уменьшится и заготовки будет легко вставлять в приспособу.
Третий способ . Гвозди с полукруглыми шляпками. Здесь тоже надо будет сделать приспособу, достаточно сложную.

Рис. 11. Приспособления для изготовления гвоздей с полукруглыми шляпками
Для начала надо сделать направляющую. Она делается из произвольного металла и произвольной длины. Одно условие, отверстие должно быть калибровано развёрткой. В данном примере диаметр 6 мм. Далее делаем наковальню. Она сделана из хвостовика сверла немного большего 6 мм. и проточена в размер отверстия направляющей. Наковальня должна входить в отверстие направляющей без люфтов, но не туго. Дальше надо сделать пуансоны. Они сделаны из хвостовиков надфилей. Так как диаметр хвостовиков надфилей меньше отверстия направляющей, пришлось сделать переходники, которые тоже должны входить в отверстие направляющей без люфтов. Всё это делается для того, чтобы шляпки были по центру гвоздя. На этом рисунке 12 шляпка гвоздя с полукруглой головкой смещена из-за износа приспособы.

Рис. 12. Слева - нормальный гвоздь, справа - дефектный.
Как сделать полукруг в пуансоне. Для этого понадобится шарик от подшипника, диаметр подбирается, направляющая и переходник пуансона. Отжигаем хвостовик надфиля, чтобы металл стал мягким. На токарном станке делаем не глубокую зенковочку по центру торца хвостовика, собираем пуансон и переходник и вставляем их в направляющую. Кладем шарик на мощное металлическое основание и вколачиваем шарик в пуансон. Шарик может лопнуть, поэтому их должно быть несколько. Далее на токарном станке у пуансона делаем режущую кромку, угол не меньше 120 градусов. При меньшем угле пуансон будет колоться.


Рис. 13 и 14. Пуансоны
Когда углубление и угол сделаны, рабочую сторону пуансона надо закалить. Твёрдость пуансона должна быть такой, чтобы при ударе о наковальню кромка пуансона не сминалась и не кололась. Разогреваем рабочую часть пуансона до вишнёвого цвета и держа вертикально, опускаем в воду. Калить надо только рабочую часть, остальное должно быть мягким. Если надо, то подкаливаем и наковальню. Сделать рабочий пуансон у меня получилось где-то с третьего раза. Первый закалил весь, при первом ударе он раскололся. У второго угол отруба сделал слишком острый, тоже раскололся. Получился только на третьем разе. На рис. 15 левый пуансон немного перекален, режущая кромка поколота, но ничего, работает.

Рис. 15. Сравнение режущих кромок пуассонов.
Используя шарики разного диаметра, получаем шляпки разного размера. Заготовки для гвоздей и обработку делаем по технологии, описанной выше.


Рис. 16 и 17. Вставляем проволоку с шариком на конце в наковальню до упора.

Рис. 18. Наковальню с проволокой помещаем в направляющую.

Рис. 19. А с другого конца направляющей входит пуассон.

Рис. 20. Ударом молотка по пуассону формируется шляпка гвоздя.

Рис. 21. Сформированная шляпка.


Одним из основных изделий, производимых из проволоки стальной низкоуглеродистой ГОСТ 3282-74 являются гвозди, поэтому проволока получила еще одно название — гвоздильная проволока . Для изготовления гвоздей применяется проволока круглого сечения стальная без покрытия.
Жесткая проволока для гвоздей
При производстве используется проволока диаметром от 1.2 до 6.0 мм, которая поставляется в мотках весом 180-200 кг или в бухтах весом 800-1000 кг.
Поверхность гвоздильной проволоки ГОСТ 3282-74
не должна иметь окалины, трещин или закатов. Могут допускаться небольшие вмятины или царапины в пределах допустимого отклонения. Проволока, предназначенная для производства строительных гвоздей, не проходит термическую обработку, что позволяет ей оставаться прочной, но при этом она должна без разрушения выдерживать не менее четырех перегибов.
Проволока стальная низкоуглеродистая общего назначения
Технические характеристики:
|
Номинальный диаметр проволоки |
Предельное отклонение по диаметру проволоки |
|
|
Повышенной точности |
Нормальной точности |
|
|
0,80 |
||
|
3,50 |
||
Гвоздильная проволока
В настоящее время недорогие гвозди штампуются на специальных гвоздильных автоматах. Моток или бухта проволоки ГОСТ 3282-74
устанавливается на размоточное устройство, с которого с помощью подающего устройства поступает в рабочую зону, где и происходит формирование гвоздя. В зависимости от назначения гвозди изготавливаются с разным размером шляпки и подразделяются на:
— строительные гвозди ГОСТ 4028-63;
— толевые гвозди ГОСТ 4029-63 с увеличенным размером шляпки;
— шиферные гвозди (шляпка изготавливается из оцинкованной стали);
— формовочные гвозди (небольшая шляпка и длинный стержень гвоздя).
Для наружных строительных или отделочных работ необходимо применять оцинкованные гвозди, для того чтобы избежать появления ржавчины на шляпке и около гвоздя.
Качественные оцинкованные гвозди (проволоку для гвоздей можно купить у нас в компании) изготавливаются из гвоздильной проволоки без покрытия, а затем цинкуются. Нельзя использовать для производства оцинкованную проволоку, так как в момент формирования шляпки и рубки нарушается целостность цинкового покрытия.
Гвозди — это не только один из самых старых, но и самый распространенный крепежный элемент. Любое строительство, ремонт, любая деятельность, связанная со сборкой какой-либо продукции, не обходится без гвоздей. Поэтому вовсе не удивительно, что спрос на этот крепеж со временем не уменьшается, а это значит, что производство гвоздей способно принести немалую выгоду.
Чтобы заняться этим бизнесом, достаточно иметь такое оборудование, как станок для изготовления гвоздей. Причем, производство крепежа можно наладить в любом объеме — от промышленных масштабов до изготовления гвоздей чисто для собственных нужд, что не помешает, например, мебельщикам или строителям, которые получают отличную возможность экономить на покупке крепежных элементов.
Из какого материала сделаны гвозди?
При этом стоимость готовой продукции, то есть самих гвоздей, будет зависеть исключительно от стоимости покупаемых для их изготовления материалов — проволоки, которая изготавливается из низкоуглеродистой стали и продается в бобинах различного веса. Также от этой проволоки будет зависеть и размер выпускаемых гвоздей. Обычный гвоздильный станок способен выпускать гвозди с диаметром до 1 до 6 мм.
Особенности станка для изготовления гвоздей.
Самой главной особенностью, которой обладает станок для изготовления гвоздей, является то, что работает он полностью в автоматическом режиме. Единственной операцией, которую в данном случае приходится выполнять вручную, становится смена бобины с проволокой. Кстати, то, что проволока продается именно в бобинах существенно облегчает весь процесс, так как бобины, закрепленные на специальном держателе станка, просто разматываются, что обеспечивает длительный непрерывный процесс производства.

Все станки для изготовления гвоздей можно разделить на 4 категории:
- станки, способные выпускать гвозди диаметром до 2,1 мм и длиной до 60 мм;
- станки, производящие гвозди диаметром до 4 мм и длиной до 120 мм;
- станки, выпускающие гвозди диаметром до 6 мм и длиной до 200 мм;
- станки, изготавливающие гвозди диаметром до 9 мм и длиной до 320 мм.
Независимо от категории станка все они могут быть названы универсальными, так как способны выпускать гвозди различного типа в зависимости от введенных в начале процесса производства настроек, например, тарные, строительные, финишные или толевые гвозди, гвозди с плоской или конической шляпкой.
Среди других технических характеристик, которыми обладает это оборудование, самыми важными являются:
- вес станка — в зависимости от конструктивных особенностей станок может весить от 800 кг до 2 тонн;
- мощность станка — выбирается на основании планируемого количества выпускаемой продукции и может варьироваться от 3 до 20 кВт;
- производительность станка — в зависимости от категории оборудования станок может выпускать от 100 до 600 штук гвоздей за минуту работы.
Еще одной особенностью этого оборудования, основанной на его автоматическом режиме работы, является то, что мастерам, которые на нем работают, не требуется обладать высокой квалификацией или проходить какое-либо дополнительное обучение. Кроме того, для производства гвоздей не потребуется и большого количества рабочих. Например, в том случае, если производственное помещение оборудовано одним подобным станком, достаточно двух человек для того, чтобы выполнить все этапы работы быстро и удобно.
Принцип работы станка для изготовления гвоздей.
Сам процесс изготовления гвоздей с помощью станка довольно прост и состоит из нескольких этапов.
- В специальное устройство на станке, оборудованное отрезным ножом, поступает проволока того диаметра, которым должна обладать выпускаемая продукция, разматываемая с закрепленной на держателе бобины.
- В устройстве подаваемая проволока режется на куски в зависимости от установленной в настройках требуемой длины гвоздей.
- После этого полученный отрезок проволоки попадает в другое устройство — пуансон, оснащенный ударниками, с помощью которых с одной стороны проволоки формируется шляпка, а с другой стороны — заостренный конец.
- Готовый гвоздь сбрасывается в специальный приемный контейнер с помощью ползуна.

Процесс изготовления гвоздей не прерывается до тех пор, пока на бобине имеется проволока, в результате за одну рабочую смену может быть изготовлено, в зависимости от категории оборудования, до 3 тонн продукции.
Как видите, изготовление гвоздей различного типа — это довольно несложный процесс, требующий вложений только в покупку станка и проволоки, а также в аренду помещения. По технологическим нормам для установки двух подобных станков (и этого будет достаточно для того, чтобы начать довольно масштабное производство) достаточно помещения размером в 50 кв.м. Кроме того, потребуется дополнительное помещение для складирования готовой продукции и проволоки в бобинах — то есть, начало такого бизнеса не требует очень уж значительных средств.
Если же речь идет о не слишком объемном производстве, то достаточно будет одного станка, установить который можно, например, в гараже. Причем, для этих целей вполне можно купить и бывшее в употреблении оборудование, затратив еще меньше денег.
Статьи — Как делают гвозди (производство и изготовление). Из какой стали делают гвозди
Гвозди являются одними из наиболее популярнейших и древнейших продуктов металлопроката за всю его историю.
Первые гвозди по своей сути являлись кованными изделиями, на данный момент из-за изобретения проволоки, и огромного её распространения данная технология благополучно забыта. Нашёлся лучший и куда более лёгкий способ производства гвоздей, нежели обыкновенная ковка (да и кузнецов стало маловато).
Появление проволоки не только упростила, и удешевило способ производства гвоздей, но и позволило в значительной мере расширить ассортимент продукции.
Вслед за проволокой появились специальные гвоздильные автоматы, задача которых из проволоки делать гвозди.
Данные гвоздильные автоматы создают гвозди по принципу холодной ковки.
Рассматривая современный процесс создания гвоздей, стоит заметить, что для производства гвоздей подойдет не любой метал (мягкий метал не подходит, так как при вбитии молотком гвоздя он просто согнётся). Как правило, для этих целее используется низкоуглеродистая стальная проволока общего назначения (ГОСТ 3282-74), при этом данная проволока не должна быть обработанной термически.
Для создания такой проволоки используется четыре марки стали: Ст 1 КП, Ст 2 КП, Ст3 ПС, Ст 3 КП.
Для работы с проволочной бухтой гвоздильному автомату необходимо смотать проволоку с бухты, для этих целей используется специальное приспособление, что изображено на рисунке.

После того как проволока с бухты, пройдя через выпрямляющее устройство поступила на подающий механизм станка и начинается непосредственное создание гвоздя.
Скорость движения подающего механизма определяет длину гвоздя.
Проволока движется и попадает в область «кусачек», где происходит её «откусывание», после чего кусачки расходятся, и специальное ударное устройство ударяет по торцу проволоки, тем самым формируя шляпку будущего гвоздя.
После формирования шляпки и отхода ударного устройства, процесс повторяется. Так, один за одним, штампуются гвозди.
Формирование острого конца гвоздя (противоположного от шляпки) происходит на стадии откусывания. Кусачки станка выполнены таким образом, чтобы не только отсоединить часть проволоки, но и сформировать остриё. Согласно ГОСТу угол конусности острия должен быть не более 40 градусов.
Гвоздильные автоматы различных производителей могут отличаться друг от друга, но процесс создания гвоздя с их помощью остаётся прежним, простым и понятным.
Собственное производство гвоздей строительных и сетки.
Читайте так же:
Виды винтов и область их применения
Основные свойства инструментальных сталей
Штрипс, описание, область применения и производство

Если раньше гвозди изготавливали путем ковки, то сейчас их делают из стальной проволоки на специальных станках. Производство достаточно простое и не требует значительных материальных и трудовых затрат.
Регистрация деятельности
Для начала нужно зарегистрироваться в налоговой инспекции, для данного вида деятельности подойдет форма Индивидуальный предприниматель , в качестве формы налогообложения можно выбрать ЕНВД .
Выбор помещения
Для организации производства подойдет любое помещение главное, чтобы в нем было тепло и электричество (380 вт.) Аренда помещения составит примерно 20 000 руб. в месяц.
Выбор оборудования
В интернете представлен широкий выбор оборудования для производства гвоздей, цена от 500 тысяч рублей и выше.
Технология производства гвоздей
Но если рассматривать б/у оборудование, то можно уложиться в и 300-500 тысяч рублей.
Проанализировав предложения по реализации станков, а так же изучив информацию на специализированных форумах оказалось, что наиболее многофункциональным станком является автомат гвоздильный АГ4116(Производительность 125 кг./час).
Цена нового станка составляет 700 000 рублей , б/у станок можно приобрести за 450 000 рублей .
Себестоимость
Сырье.
Сырьем для производства гвоздей является проволока. Для каждого типа изделий используется свой типоразмер проволоки, свой материал. Цена на сырье для производства наиболее ходовых строительных гвоздей (120 мм) составляет 32 000 рублей за тонну.
Электроэнергия.
Мощность двигателя станка составляет 5,5 кВт/ час, цена за 1 кВт составляет 3,35 руб.
Для производства тонны продукции необходимо 8 часов работы (125 кг/час). Расходы э/энергии для производства 1 тонны составят: 5,5 * 3,35 * 8 = 147,4 руб.
Тара
Готовая продукция упаковывается в деревянные ящики. (50 кг).
Стоимость 1 ящика составляет 400 рублей,
Расходы по упаковке 1 тонны гвоздей составят 8 000 рублей.
Персонал
При покупке автоматического станка АГ4116 с производством справиться 1 человек (з/п сдельная 750 рублей за изготовление одной тонны гвоздей).
Цены на продукцию:
Цены на продукцию зависит от назначения и типоразмера гвоздей, так цена на наиболее ходовую марку М120 составляет 50 000 рублей за тонну.
Расчет дохода и окупаемости производства гвоздей
Исходя из планируемых объемов производства 20 тонн в месяц планируемая выручка составит 1 000 000 рублей в месяц
Себестоимость изготовления составит 817 940 рублей (себестоимость 1 тонны 40 897 рублей * 20 тонн)
Валовая прибыль: 182 060 рублей
Административные расходы (аренда, ГСМ, связь) + налоги: 50 000 руб. мес.
Чистая прибыль: 132 060 рублей в месяц.
Чистая рентабельность: 13%
Окупаемость:
- При приобретение нового станка = 132 060 руб./ 700 000 руб. Окупаемость 5,3 месяца
- При приобретение б/у станка = 132 060/450 000 руб. Окупаемость 3,4 месяца
Виктор Степанов, 2012-03-01
Вопросы и ответы по теме
По материалу пока еще не задан ни один вопрос, у вас есть возможность сделать это первым
Немного истории
Как известно, гвоздь — это заостренный стержень, обычно железный (стальной), со шляпкой на тупом конце. Еще в глубокой древности гвозди — эти простейшие крепежные детали—делали из костей рыб, шипов растений, прочной древесины. Как только человек научился обращаться с металлом, появились и металлические гвозди — литые и кованые.
Раньше на Руси понятие гвоздь трактовалось несколько шире. Так, гвоздем называли и железную спицу (шпильку) со шляпкой или костылем, и выструганные из дерева (без шляпки, конечно) сколотни, втесневики, нагели, и колышки, укрепленные в стене или на вешалке, и даже затычки в бочках.
Самым крупным из всех гвоздей был шпиль, длина которого достигала целого аршина, то есть 0,71 м. Шпилями прибивали стойки к стенам, пришивали судовую обшивку.
Далее, в порядке уменьшения размеров, шли брусковой и половой гвозди, затем трое-, двое- и однотесы, шиповка, чешуйный (штукатурный), вощанка, лубочный (двадцатка), каретный (обойный), штифтик (подбой, подбойный, сапожный).
Размер гвоздей определялся раньше числом гвоздей в единице веса, например, в пуде или фунте. Так, в пуде брусковых гвоздей их насчитывалось от 200 до 1000 штук (в зависимости от размера).
Троетеса обычно выходило 800 штук на пуд, это был крупный кровельный гвоздь, которым удавалось прибивать сразу три доски, одну на одной.
Вощанка — дверной (половой) обойный гвоздь с широкой шляпкой, тысяча таких гвоздей весила примерно 3 фунта, забивали гвоздь четырьмя ударами молотка.
Каретный (обойный) гвоздь применялся при обивке мебели. Это были мелкие гвозди, число которых в полфунте достигало тысячи.
Штифтик (тифтик) — мелкий гвоздик без шляпки, использовался он в сапожном ремесле.
Как делают гвозди
В зависимости от способа изготовления различают гвозди проволочные, резные и кованые.
Проволочные гвозди — самые распространенные. Делают их из стальной проволоки соответствующего диаметра на специальных прессах-автоматах. Причем сформировать проволочный гвоздь намного проще, чем подготовить проволоку для гвоздя.
Резные гвозди ныне встречаются редко. Такие гвозди режут или штампуют из листов или полос стали. Заметим, что привычная шляпка-головка, как у проволочных гвоздей, у резных гвоздей отсутствует. Ранее резные гвозди применяли в сапожном деле, для крепления в рамах стекла. Сейчас же они изредка встречаются в продаже в виде крючков для подвески полок (рис. 1).
Кованые гвозди получают, естественно, ковкой (ручной или машинной). Так что в случае необходимости кованые гвозди можно сделать и самому. Для этого понадобится прежде всего стальной пруток диаметром, соответствующим диаметру головки будущего гвоздя (вообще-то гвоздь можно вытянуть из любого куска стали). Печь, костер, газовая горелка послужат для нагрева заготовки гвоздя, массивные тиски заменят наковальню, а кувалда (или молоток) и клещи (или плоскогубцы) завершат комплект ковочного оборудования.
В процессе ковки кузнец кладет на край наковальни раскаленный стальной пруток подходящего диаметра, оковывает стальную заготовку, формируя головку гвоздя. Затем, еще раз нагрев заготовку, тело гвоздя вытягивают и выправляют острие, после чего отделяют (отрубают) гвоздь (рис. 2). Гладкую поверхность головке гвоздя придают с помощью кувалды или молотка, имеющих углубление соответствующей формы ("ямку"). Или же для отделки шляпки используют то же приспособление, что и для изготовления заклепок.

В случае необходимости шляпка гвоздя всегда поможет определить способ производства этого гвоздя. Обычно, если есть решетчатый рисунок на шляпке, — это проволочный гвоздь. У резных гвоздей шляпки гладкие, плоские, у кованых — со следами от молотка, если, конечно, не обрабатывали головку инструментом с "ямкой". Кстати, на стержне проволочных гвоздей чуть ниже головки видны риски — следы от зажима стержня при формировании головки на гвоздильном автомате. Эта ребристость стержня весьма полезна, так как увеличивает сцепление гвоздя с древесиной, в которую он забит.

Рис. 3. Гвозди строительные: а — с плоской головкой;
б — с конической головкой; в — трефовые; г — трефовые с перемычками
Рис. 4. Некоторые типы гвоздей: а — толевые;
б — кровельные; в — отделочные; г — шиферные; д — обойные
Какие делают гвозди
Диаметр шляпки у строительных гвоздей с плоской головкой в два раза больше диаметра стержня. У гвоздей с конической головкой это соотношение примерно сохраняется, немного уменьшаясь с увеличением диаметра стержня.
В справочной и другой специальной литературе строительные гвозди с плоской (или конической) головкой обозначают соответственно буквой П (или К), за которой следуют размеры (диаметр и длина) гвоздя. Так, строительный гвоздь с плоской головкой диаметром 1,2 мм и длиной 25 мм обозначают следующим образом: гвоздь П 1,2x25. (Вообще-то за обозначением этих и других гвоздей следует номер ГОСТа, но здесь мы ГОСТы приводить не будем.)
Разновидностью проволочных строительных гвоздей являются так называемые трёфовые гвозди, у которых вдоль стержня сформи-. рованы ложбинки (канавки) либо сплошные — от шляпки до острия (рис. 3,в), либо с перемычками (рис. 3,г). Такие гвозди надежнее держатся в древесине и служат, например, для крепления рулонных кровельных материалов. "Обычные" трефовые гвозди имеют индекс Т, а трефовые с перемычкой — ТП.
Еще среди строительных гвоздей встречаются (иногда) резные гвозди. По сравнению с проволочными гвоздями такие гвозди не так легко гнутся при забивании, но более трудоемки в изготовлении и более "активно" раскалывают доски, если крепить их вблизи от торца этих досок.
Толевые круглые гвозди (рис. 4,а) имеют плоскую шляпку несколько увеличенного диаметра, чтобы надежнее "держать" рулонный кровельный материал (толь, рубероид). Диаметр гвоздей 2 и 2,5 мм при длине от 20 до 40 мм.
По назначению различают следующие типы гвоздей: строительные, толевые, кровельные, отделочные, обойные, тарные, формовочные, декоративные, штукатурные, шиферные, подковные, корабельные и т.п.
Гвозди строительные проволочные в зависимости от диаметра стержня делают либо с плоской головкой (рис. 3,а), либо с конической (рис. 3,6).
Так, гвозди с диаметром стержня до 1,6 мм формируют с плоской головкой, гвозди большого диаметра имеют уже коническую головку. Размеры выпускаемых в России гвоздей приведены в табл. 1.

Кровельные гвозди выпускают всего одного типа: диаметр 3,5 мм при длине 40 мм (рис. 4,6). То есть гвозди достаточно крепкие, чтобы пробить кровельное железо (в случае необходимости).
У отделочных круглых гвоздей небольшая хорошо "отделанная" полукруглая головка. Диаметр отделочных гвоздей колеблется от 0,8 до 2 мм при длине от 10 до 40 мм.
Тарные гвозди изготавливают, как и строительные, с плоской и конической шляпкой. Правда, диаметры шляпок у тарных гвоздей несколько больше и превышают диаметр стержня в 2,2...2,5 раза. Диаметр гвоздей 1,4...3 мм, длина 25...80 мм.
Гвозди шиферные предназначены для прибивания асбестоцементных листов к деревянной обрешетке крыши (рис. 4,г). Конечно, сами листы не пробивают гвоздями, а сверлят для них отверстия. Гвоздь представляет собой круглый стержень с прочно завальцованной на нем круглой шайбой-головкой диаметром до 18 мм. Диаметр стержня гвоздей 5 мм, длина — 90... 100 мм. Гвозди обязательно оцинковывают, чтобы предупредить их ржавление и, как результат, грязные потеки на кровле.
Обычные стальные строительные гвозди в какой-то степени заменяют шиферные, если их предварительно окрасить масляной краской и подложить под головку гвоздя кожаную или резиновую шайбу. Стержни гвоздей перед забиванием их в обрешетку смазывают машинным маслом, чтобы не повредить слой масляной краски, предварительно нанесенный на поверхность стержня забиваемого гвоздя.
Не делайте в шайбе большого отверстия, так как ее следует натягивать на стержень гвоздя. После фиксации гвоздя шайба должна плотно прижаться к поверхности асбестоцементного листа, закрыв полностью края отверстия. Стекае- мая вода тогда не попадет под лист.
Как считают, обойные гвозди появились во Франции в начале 19-го века. Прейскурант одной из парижских фирм тех времен приводил до 150 типов элегантных обойных гвоздей, которые тогда делали из серебра и стали (головки гвоздей золотили, полировали и т.д.). Такие гвозди до 30-х годов прошлого столетия получали литьем, в результате они имели неправильную форму и их с трудом удавалось вбивать в древесину, причем последняя не "держала" подобные гвозди.
Впоследствии изобретение специальных прессов помогло устранить недостатки обойных литых гвоздей. Сейчас официальное название таких гвоздей — гвозди обойные круглые (рис. 4,д). Диаметр их стержня 1,6 и 2 мм, длина первых 12 или 16 мм, вторых — 20 мм.


Гвозди декоративные служат для закрепления обивочных материалов на мебели, чемоданах, дверях, а также для других обивочных работ (рис. 5). Эти гвозди в отличие от иных типов — составные. Их головки обычно крепят (завальцовывают) на стержнях строительных, обойных или отделочных гвоздей.
Головки штампуют из какого- либо тонкого листового металла, формы головок — круглые, квадратные (или другой формы), размеры головок 6... 12 мм и более. Углы по периметру и выступы на поверхности головок выполняют закругленными. Лицевые поверхности головок — блестящие, полированные.
Гвозди декоративные с латунными головками изготавливают иногда по иной технологии. Здесь стальные стержни заимствуют у стандартных гвоздей, укладывают эти стержни в песочные формы, которые заполняют расплавленной латунью. Завершают получение гвоздей обточкой и полировкой головок.
Гвозди с фарфоровыми головками делают по следующей незатейливой технологии. Головки выдавливают из пластичной фарфоровой или фаянсовой массы соответствующими формами, обжигают, полируют. После этого головки со вставленными в специальные углубления стержнями нагревают и заливают углубления специальным легкоплавким составом.
Таблица 2

Гвозди корабельные и баржевые (квадратного и круглого сечения) применяют в основном в судостроении (рис. 6). Их отковывают из низкоуглеродистой стальной проволоки, как и большинство ранее описанных гвоздей. Готовые гвозди покрывают масляными красками или оцинковывают. В табл. 2 приведены размеры некоторых корабельных и баржевых гвоздей.
Гвозди обувные (сапожные) применяют при изготовлении и ремонте обуви для временной затяжки верха обуви на колодке, а также для скрепления верха с подошвой и каблуком.
Для затяжки верха на колодке служат гвозди — тексы. Машинные тексы — это проволочные круглые гвозди с копьевидным острием овального сечения или с четырехугольным пирамидальным острием. Диаметр стержня такого текса 1,1 мм, диаметр головки 2,8 мм, длина 6... 15 мм. Ручные тексы — резные (штампованные) гвозди. Они имеют граненое тело (стержень), постепенно переходящее в тонкое острие. Толщина текса 1...1,4 м/w, "диаметр" (ширина) головки — 3...4.5 мм, длина 9...19 мм.
Крепление каблуков осуществляют с помощью "А к м э " — проволочных круглых гвоздей с коническими головкой (небольшой) и острием. Диаметр стержня гвоздя 2,1 мм, длина 19...24 мм.
Подошвы соединяют с верхом сапожными круглыми проволочными шпильками без головок и с копьевидным острием. Диаметр шпильки 1,6...2,6 мм, длина 10...19 мм.


Гвозди подковные, понятно, предназначены для крепления подков. Старинная испанская мудрость гласит: "Из-за гвоздя теряется подкова, из-за подковы лошадь и всадник гибнут". Так что для владельцев лошадей подковные гвозди вещь весьма важная. Например, конница, артиллерия и обоз Наполеона во время отступления из Москвы вышли из строя в основном из-за отсутствия гвоздей и подков. Лошади при малейшем подъеме "буксовали" даже с пушками самого малого калибра.
Подковный гвоздь (ухналь) — это крепежная деталь, представляющая собой что-то среднее между гвоздем и заклепкой (рис. 7). Головка и острие у него есть, как и у каждого гвоздя, но держится подковный гвоздь в материале (копыте) не только в результате трения. Подковный гвоздь порой загибают с двух сторон, чтобы он надежнее держал себя и подкову. Хотя обычно нижний загиб "подменяет" головка.
Ухнали производят из углеродистой стали обыкновенного качества (СтО, Ст1, Ст2, СтЗ), содержащей малое количество углерода, что обеспечивает необходимую пластичность металла. Ведь загнутый конец подковного гвоздя, служащий для удержания подковы и самого гвоздя, работает в условиях постоянных толчков и ударов. Современные подковные гвозди — прямолинейной формы (см. рис. 7). Их основные размеры приведены в табл.3.
Варианты подковных гвоздей, применяемых ранее, показаны на рис. 8 (часть гвоздей — в изогнутом "рабочем" состоянии).
В домашних условиях подковные гвозди делают по упрощенной технологии. Проволока диаметром i 6 мм из Ст2 или СтЗ — исходный материал. Сначала от проволоки отрубают заготовку длиной 500...700 мм, затем один конец заготовки длиной 100...120 мм нагревают приблизительно до Температуры 1300 °С, что соответствует ярко-белому цвету раскаленного металла. Раскаленную часть заготовки кладут на наковальню, формируют "прямоугольный" стержень (на длине 35...40 мм), сводят на клин. На следующем этапе делают головку ухналя, после чего готовый ухналь отрубают на подсечке, выдерживая длину головки в 7...8 мм.
Заводские подковные гвозди должны отвечать следующим техническим требованиям:
■ поверхность гвоздя чистая, без трещин, зарубов, расслоений, заусенцев и следов коррозии;
■ головка ровная, в месте перехода стержня в головку допустимы незначительные выступы (размером до 0,2 мм)\
■ непараллельность сторон по ширине стержня не более 0,3 лш;
■ "затупленность" острия не более 0,5x0,5 мм.
Товарный знак предприятия-изготовителя и номер гвоздя ставят на каждой головке.
Таблица 3

Гвозди разные. В Польше разработан метод производства гвоздей стреугольным сечением стержня. Изготовление их основано на протяжке стальной проволоки через треугольное отверстие (фильеру). У таких гвоздей меньше масса, они плотнее "сидят" в древесине и не способны к проворачиванию. Треугольный гвоздь "вступает" в древесину с меньшим усилием, чем круглый.
Пластмассовые гвозди фабрикуют в Японии. Они не намагничиваются, не ржавеют, легко пилятся и "принимают" почти любую краску. Эти гвозди удается забивать даже в прочную древесину дуба. Сцепление пластмассовых гвоздей с древесиной в 4...5 раз надежнее, чем у обычных гвоздей.
Главный недостаток новых гвоздей в том, что нужен специальный пневмоинструмент для их забивания.
Стеклянные гвозди, сделанные из боя бутылок, показала наша страна в 1991 г на одной из международных строительных выставок.
Когда гвозди не от той стенки
Гвозди, конечно, лучше использовать в соответствии с их назначением. Но если разновидностей гвоздей десятки, то число "задач" гвоздей исчисляется тысячами.
Таким образом, один и тот же тип гвоздей, следовательно, приходится применять в самых разнообразных обстоятельствах. Кстати, это происходит еще и потому, что редко у кого бывает в наличии более 2...3 типов гвоздей.
Как правило, временные сооружения, скажем, опоры, подмостки и др., сколачивают любыми имеющимися под рукой гвоздями. Выбор гвоздей для более серьезных дел определяется рядом факторов:
■ качеством соединяемых материалов;
■ состоянием (влажностью) среды нахождения гвоздей;
■ толщиной "объединяемых" материалов.
Наиболее часто требуется сделать из длинного гвоздя короткий, отрубая часть стержня и заострив возникший торец. Правда, последнего можно избежать, если рубить или пилить стержень не перпендикулярно его оси, а под углом к ней (рис. 9).
Вообще-то укоротить стержень гвоздя проще всего с помощью топора. Но, конечно, не гвоздь, положенный на доску, с размаха разрубают топором. Это опасно! Ведь разлетевшиеся части гвоздя с эффектом пуль могут поразить незадачливого "укоротителя".
Рис. 9. Так укорачивают заострение гвоздь,


Рис. 10. Укорачивание гвоздя на топоре
Здесь поступают по-другому и топор не опускают на гвоздь, а кладут обухом на что-то твердое (рис. 10). Стержень же гвоздя нужным местом располагают приблизительно на середине лезвия топора. Главное действующее лицо в этой операции — молоток. Бойком молотка ударяют по стержню гвоздя в месте соприкосновения последнего с лезвием. Дозирование силы удара обязательно. Ведь молотку нельзя после разделения гвоздя "встретиться" с топором, лезвие которого в этом случае будет затуплено или выщерблено. Поэтому после удара молотка между его бойком и лезвием топора должна остаться тонкая (доли миллиметра) часть неразрубленного стержня гвоздя, которую доламывают пальцами или плоскогубцами.
Если, например, необходимы оцинкованные гвозди, а их нет, то предохраняют обычные гвозди от ржавчины следующими способами:
■ нагревают докрасна и опускают в какое-либо жидкое масло (льняное, машинное и т.п.);
■ протирают воском;
■ покрывают масляной краской или каменноугольным лаком.
Учитесь правильно забивать гвозди
Чего, кажется, проще, чем заколотить гвоздь? Но, оказывается, и здесь есть свои секреты. О них мы и поговорим ниже.
Обычно до заглубления гвоздя повышают его рабочие качества. Тупое острие затачивают. Погнутый стержень выпрямляют и смазывают каким-либо жиром или мылом, если на его поверхности имеются следы ржавчины. Еще полезнее для сохранения гвоздя сначала очистить его от ржавчины шкуркой и только после этого смазать его поверхность. Некоторые мастера выступают против смазки, вспомнив знаменитую пословицу, что гвоздь чем быстрее войдет в древесину, тем быстрее и "выберется" из нее. И это верно, но только в том случае, если гвоздь будет погружен в древесину менее чем на 1/3...1/2 своей длины. Конечно, понятно, что ржавчина на стержне — те же насечки или рифления, которые препятствуют выходу гвоздя из доски (хотя ржавчина все- таки не выступы, сформированные механическим путем).
И еще одно замечание. Влажная среда "растит" на гвозде ржавчину, которая утончает его стержень. Поэтому когда концевая часть последнего не загнута, то гвоздь через некоторое время "скромно" покидает соединение.

Рис. 11. Так держат гвоздь, забивая его
Забивая гвоздь, его обычно берут за стержень большим и указательным пальцами левой руки, приставляя острие к нужному месту. Стержень, как правило, ориентируют перпендикулярно "пробиваемой" поверхности (рис. 11). Короткие несильные удары бойком молотка наносят по головке гвоздя до тех пор, пока он не войдет в древесину примерно на 1/4... 1/5 своей длины. Затем более основательными ударами загоняют гвоздь по самую шляпку.
Учтите, что первые попытки вбивания гвоздей будут наверняка неудачными. Удары получатся нечеткими, слабыми. Боязнь попасть по пальцам левой руки сковывает мышцы, напрягает внимание. Новички руку, держащую гвоздь, убирают сразу, как только гвоздь своим острием застрянет в древесине.
Кстати, добротно заостренные гвозди с диаметром стержней 0,8...2 мм вообще не требуют предварительных ударов, чтобы укрепиться на поверхности доски. Мякотью большого пальца достаточно нажать на их головку, и острие без труда войдет в доску на необходимую глубину, особенно если древесина доски не пересушена. Переживания за безопасность собственных пальцев тогда отпадают.
Движение бойка молотка к головке гвоздя осуществляется не как угодно, а по определенной траектории, при которой боек в последний момент перед ударом по головке перемещается по линии, являющейся продолжением стержня гвоздя (рис. 12). Когда не соблюдают это правило, то гвоздь кроме давления испытывает еще напряжения, ведущие к изгибу. Правда, даже правильная траектория еще не гарантия "стройности" стержня при забивании гвоздя, так как порой изгиб наступает из-за некачественности его стали, твердости древесины и др.
Устойчивость стержня против изгиба повысят клещи или плосгвоздя (рис. 14). В этом случае гвоздь извлекают, досверливают возникшее отверстие или пробуют забить гвоздь в другом месте.


Устойчивость детали, в которую забивают гвоздь, ее ориентация в пространстве, а также масса детали имеют не последнее значение для успешного проникновения гвоздя в материал. Удобнее всего, когда гвоздь заколачивают в деталь, расположенную горизонтально (рис. 15). Увесистая подкладка (гиря, кувалда)значительно облегчит работу мастера.
Тонкую дощечку, забивая в нее гвоздь, кладут на опору с ровной поверхностью. Это первое условие сохранения целостности дощечки. Второе — предварительное (не сквозное) засверливание дощечки сверлом, соответствующим диаметру гвоздя. Оставшаяся непросверленная часть необходима для защемления волокнами древесины стержня гвоздя. Иногда поступают иначе и сверлят дощечку насквозь
когубцы с широкими губками (рис. 13). Но даже с такими направляющими гвоздь не "несгибаем". Сучки, уплотнения древесины, а подчас и ДСП для него не всегда преодолимы. Когда сучок, точнее его срез, находится на поверхности доски, то лучше просверлить в нужном месте отверстие, чуть меньше толщины гвоздя. Спрашивается, на какую глубину? Ясно, что надо пройти сучок. А как это сделать, придумайте сами. Обычно о проходе сучка сообщает дрель, переходя на другой режим резания.
Сучок внутри доски тоже застопорит гвоздь или уведет острие стержня от прямолинейного направления. Дальнейшие удары лишь согнут выступающую часть сверлом меньшего диаметра, чем диаметр стержня гвоздя.
Есть еще и другие способы сбережения целостности дощечки. Во-первых, чем тоньше гвоздь, тем менее вероятен разлом дощечки. Поэтому обычно выбирают гвоздь с диаметром стержня не более 1/4 толщины дощечки. Во- вторых, затупление острия гвоздя с помощью кусачек, клещей или напильника в отдельных случаях спасает дощечку при забивании в нее гвоздя. Ведь затупленное острие не раздвигает волокна древесины дощечки, вызывая образование в ней трещины, а разрывает эти волокна.

Забивая гвоздь вблизи от торцового края доски, обязательно расколете ее. Заранее просверленное отверстие сверлом диаметром, равным 0,7...0,9 диаметра стержня гвоздя, позволит избежать возникновения трещины.
В твердые породы древесины, из которых, например, изготавливают ножки и перекладины стульев, гвоздь входит с большим трудом, часто загибаясь на полдороге. Здесь без предварительной несквозной сверловки не обойтись. При этом отверстие помогает как направлять, так и выправлять стержень гвоздя. Единственные гвозди, добивающиеся порой успеха в борьбе с твердой древесиной, — это кровельные гвозди.
Множество гвоздей не стоит забивать в одну и ту же доску по одной линии — расколете ее. Шахматное или многорядное расположение гвоздей спасет доску от трещин (рис. 16). Понятно, что чем больше диаметр гвоздей, тем выше их "раскалывающие" способности.
Соединение деталей гвоздями основано на защемлении их волокнами древесины этих деталей. (Эффект от загиба выступившей из соединяемых деталей части гвоздя с острием в данном случае рассматривать не будем.) Стопорение гвоздя эффектнее, когда его "вводят" поперек волокон древесины (рис. 17). Слабее волокна тормозят гвоздь, расположенный параллельно им. Причем если забить гвоздь всего за 2...3 удара, он держится в древесине прочнее, так как обилие ударов разрушает волокна, ибо удары эти как правило сыпят- ся на головку под разными углами.
соединяемых деталей части гвоздя с острием в данном случае рассматривать не будем.) Стопорение гвоздя эффектнее, когда его "вводят" поперек волокон древесины (рис. 17). Слабее волокна тормозят гвоздь, расположенный параллельно им. Причем если забить гвоздь всего за 2...3 удара, он держится в древесине прочнее, так как обилие ударов разрушает волокна, ибо удары эти как правило сыпят- ся на головку под разными углами.
Когда нужно загнуть гвоздь, вышедший наружу не менее чем на 13... 18 мм, причем загнуть так, чтобы его конец скрыть в древесине, то под конец гвоздя подкладывают металлический стержень (рукоятку клещей, негодный сточенный напильник) и сначала формируют "полукольцо" (рис. 18). Затем "полукольцо" утапливают в древесину, создавая "заклепочное" соединение.
Последовательность загибания гвоздя
Рис. 19. Добойники и работа ими:
1 — добойник;
3 — стержень
Выступающую из доски концевую часть гвоздя диаметром до 2...3 мм-легко загнуть просто губками клещей или плоскогубцев.
Гвозди всегда вбивают со стороны более тонкой детали, когда это, конечно, допускает конструкция соединения. Длина гвоздя при этом должна превышать толщину прибиваемой доски в 2...3 раза. Доски шириной 100...120 мм для обшивки фасадов деревянных домов (тес, вагонку) прибивают в каждом месте крепления только одним гвоздем. При ширине досок более 130 мм их прибивают уже двумя гвоздями.
Добойники гвоздей пригодятся там, куда не проникнут боек или носок молотка. Так, показанный на рис. 19,а добойник служит для окончательной забивки гвоздей в пазы паркетной клепки при устройстве полов. Длина подобного добойника 100 мм, диаметр 18 мм, масса — 0,144 кг. Его изготовляют из инструментальной стали. Рабочую часть добойника на длине 10 мм закаливают до твердости несколько меньшей, чем твердость напильника, на корпусе для удобства предусматривают сетчатую накатку. Ударная часть добойника — выпуклая, рабочая, контактирующая с головкой гвоздя, — вогнутая.



Рис. 21. Соединение деталей с помощью гвоздей (варианты)

Добивают гвозди и с помощью трубки и стержня (рис. 19,6).
При использовании того или иного типа гвоздей без учета их назначения и состояния, а также твердости древесины появляется шанс согнуть их. Но не всегда загнувшиеся гвозди следует извлекать из доски. Сначала попробуйте выправить их с помощью молотка и чего-нибудь увесистого типа" наковальни. Например, кусок стального уголка, второй молоток, "железяка" подходящей формы отлично выполнят роль такой наковальни. Подобное выпрямление стержня бывает повторяют 2...3 раза.
Когда при соединении досок не возбраняется забивать в них гвозди под углом (рис. 20), то так и следует поступать. Ведь здесь стержень пройдет большее число (?) древесных волокон, что обеспечит повышенную прочность соединения. Этот прием особенно эффективен, когда нельзя загнуть оконечную часть гвоздя. (Вообще-то здесь прочность соединения повышается в результате несоответствия направления "отрывающего" усилия, которое обычно перпендикулярно доске. — Примечание редактора.)
Соединение деталей гвоздями — достаточно простое по выполнению, но недостаточно надежное в эксплуатации. Деревянные детали, сбитые гвоздями, но не проклеенные каким-либо составом, успешно расшатываются при изменяющихся нагрузках. На рис. 21 приведены варианты соединения деревянных деталей гвоздями.
Несколько слов о креплении гвоздями фанеры. Последняя обычно состоит из нескольких слоев шпона, волокна которых направлены под прямым углом по отношению друг к другу, что и обеспечивает в ней крепкую посадку гвоздя. И еще. Чтобы соединить под прямым углом две полосы фанеры их прибивают мелкими гвоздями к соответствующим сторонам бруска.
Учитесь правильно вытаскивать гвозди
Гвозди из материала извлекают клещами, гвоздодером, плоскогубцами и т.п. При этом "добывание" гвоздей из досок, обуви и т.д. требует не меньше смекалки и навыка, чем их забивание. Но во всех случаях, чтобы воспользоваться клещами или другими перечисленными инструментами, приходится приподнять (обнажить) шляпку гвоздя.
Когда конец гвоздя загнут, его выпрямляют и пытаются выбить гвоздь с тыла. А чтобы гвоздь легче выходил из материала при ударах по его острию, выступающую его часть смазывают жиром, мылом, водой. Смазка особенно необходима, когда "хвост" гвоздя сильно проржавел. Заметим, что при выпрямлении "хвост" нередко обламывается. Тогда носком молотка или другим гвоздем приходится воздействовать на торец находящегося в материале "обломка"(рис. 22), чтобы поднять шляпку последнего. (Зубила, добойники, металлические стержни подходящего размера также пригодны для этой цели.)


Но если до острия гвоздя не добраться, так как оно находится в толще детали, приподнять шляпку можно только за шляпку. Делают это с помощью зубила или отвертки с проходящим через всю рукоятку стержнем (такая не сломается!), а также молотка.
Специальный минигвоздодер из отвертки с раздвоенной лопаткой, которую несколько отгибают по отношению к стержню, значительно облегчит извлечение самых мелких гвоздиков (рис. 23).
Бывают случаи, когда подцепить шляпку ни отверткой, ни зубилом не удается. Тогда придется прибегнуть к помощи стамески и сделать вокруг головки углубление,которое поможет плотно захватить шляпку губками клещей. Если же и этот вариант по каким-то причинам не проходит, срубите неподступную шляпку зубилом, а подходящим
гвоздем (или оправкой) выбейте старый гвоздь с противоположной стороны детали.
Итак, мы узнали, как добраться до шляпки забитого гвоздя и подготовить (приподнять) ее для захвата гвоздя уже специализированным гвоздодерным инструментом.
Как уже говорилось, наиболее удобны для удаления забитых гвоздей малой и средней величины клещи. Чем "размашистей" губки клещей (размер "К" на рис. 24) и чем длиннее их ручки, тем меньше будет усилие, необходимое для "подъема" стержня из древесины. Однако искусственное удлинение рукояток с помощью металлических трубок недопустимо с точки зрения техники безопасности, так как обычный результат такой рационализации — травмы.
"Тащить" гвоздь клещами сподручнее всего вначале, когда губки подхватывают головку. Но вот стержень выступил из древесины на 5...10 мм и дальше вытягивать гвоздь, не меняя захвата, становится невозможным.

Поэтому теперь следует губками захватить стержень гвоздя уже пониже головки. Но стержень — гладкий, скользкий. И чтобы кромками губок надежно зацепить стержень, необходимо значительное усилие. Хорошо бы, продолжая выдергивать гвоздь, вновь использовать головку. Но возможно ли это? Конечно, только опорную поверхность для наружных округлостей губок придется повысить, подложив под клещи дощечки, пластинки и т.п. Кстати, аналогичный прием используют и на последующих стадиях вытягивания гвоздя, причем и при применении для этой цели инструментов иной конструкции (гвоздодеров, кусачек).
Вот еще одна уловка, знание которой поможет при вытягивании гвоздей. Когда гвоздь ступенчато (в несколько захватов) извлекают из древесины, наклоняя клещи в одну й ту же сторону, то форма вынутого гвоздя будет напоминать дугу и без рихтовки такой гвоздь в доску снова не заколотишь. Однако работы по выпрямлению гвоздя сведутся к минимуму, если клещами действовать в одной плоскости, но наклонять их, вынимая гвоздь, в разные стороны.
Кстати, деревянные или пластмассовые дополнительные опоры, подкладываемые под наружные округлости губок клещей, отлично предохранят поверхность самой детали от повреждений.
Столярный молоток с раздвоенным носиком также удобен для извлечения гвоздей (рис. 25). И здесь способ поступенчатого вытаскивания гвоздей, изложенный выше, вполне приемлем. Правда,
деревянная рукоятка молотка не долго способна терпеть такие нагрузки и обычно скоро ломается вблизи головки. Если такое случилось, а забитых гвоздей осталось еще много, приварите к молотку металлическую трубу подходящего диаметра. Теперь ручка у гвоздо- дерного молотка не сломается.
Но все же клещами действовать сподручнее, чем молотком. Последний из-за своих "застывших" размеров часто оказывается либо слишком громоздким, либо слишком миниатюрным для захвата нужного гвоздя. А при отсутствии головки у гвоздя такой молоток способен лишь скользить по стержню.
Кусачками вытаскивают гвозди только в том случае, когда нет других инструментов. Учтите, что кусачки в основном служат для зачистки проводов от изоляции и перекусывания проволоки из цветных металлов. Поэтому режущие кромки кусачек непременно затупятся, а то и выщербятся, если ими зажимать стальные гвозди. Причем, удерживая гвоздь диаметром 1... 1,5 мм, нельзя сильно сжимать рукоятки кусачек, чтобы не перекусить гвоздь.
При вытаскивании гвоздей боек молотка иной раз оказывается нужнее клещей, например,когда из доски торчит гвоздь почти во всю свою длину. Здесь придется сначала гвоздь вбить "обратно". Стержни крупных гвоздей при этом лучше предварительно смазать маслом, особенно, если они заржавлены. А чтобы не очень затуплять острие стержня, на него кладут латунную или алюминиевую пластину (рис. 26). Итак, острие загнали в древесину. Теперь окончательное извлечение гвоздя за клещами.

Рис. 25. За работой молоток
Вот вы решили использовать для каких-либо целей подходящую по размерам старую доску с ранее забитыми в нее гвоздями. Но всегда ли следует осуществлять трудоемкую работу по "выдиранию" гвоздей? Ясно, что нет. Когда декоративный вид доски или изделия в целом не имеет значения, то торчащую часть стержня лучше либо загнуть, либо отрезать ножовкой. Подчас ее несложно и отломить. Выступающую же головку гвоздя можно просто загнать в древесину одним ударом молотка.

Если доски уже пришли в негодность, а вот торчащие в них гвозди еще ничего, не выбрасывайте их с досками — еще пригодятся. Здесь гвозди проще всего добыть с помощью огня. Отбракованные жерди, брусья сжигают в печи, на костре и выбирают из золы, естественно, не сгоревшие гвозди. Крупные гвозди выпрямляют, сбивая окалину, мелкие обычно уже никуда не годятся. Гвоздь, подвергнутый огневой обработке, даже со снятой окалиной имеет неровную поверхность, поэтому перед тем как забить такой гвоздь, его смазывают опять же маслом. Как известно, прошедшие огонь гвозди менее подвержены ржавлению. Некоторые мастера и новые гвозди нагревают докрасна и сразу после этого бросают в холодное жидкое масло. В результате гвозди приобретают закалку и способность не ржаветь длительное время в условиях влажной среды.
Деревянные конструкции, соединенные гвоздями, разбивают поначалу молотком или кувалдой. Цель — образование между деталями щелей, в которые потом вставят лезвие топора, лома или гвоздодера. Чем тоньше заточка инструмента, тем легче лезвие проникает в щель и быстрее идет процесс получения отдельных элементов конструкции.
В. Волков
Я покажу вам как сделать простое сверло из обыкновенного гвоздя, с помощью которого можно сверлить сталь, дерево, пластик и т.п. Да, вы все верно прочитали, этим сверлом можно будет сверлить толстую сталь порядка 5 мм. Смекалка вещь хорошая, всегда выручит в трудной жизненной ситуации. Так, для повышения уровня саморазвития, предлагаю ознакомиться с данным методом. Возможно, пригодится в жизни.
Изготовление сверла по металлу из гвоздя
Берем гвоздь и стачиваем у него острие на наждаке. Полностью этого делать не нужно, примерно на половину.
Молотком сплющиваем конец под плоскую отвертку.

Далее на наждаке делаем режущие кромки как у сверла.

Вот так должно получиться.

В принципе, сверло готово, но им можно сверлить только дерево, пластмассу или другие мягкие металлы.
Закалка сверла - цементация
Чтобы превратить сверло в сверло по металлу, его необходимо закалить. Для этого нам понадобится сварочный аппарат постоянного тока и металлическая баночка с измельченным графитом. Графит можно получить из старых щеток, размельчив их напильником.
Если нет баночки, можно использовать кусочек плоской стали. Подключаем положительный электрод к баночке, а отрицательный к гвоздю.
Включаем сварочный аппарат.

Опускаем режущую кромку опускаем в графит. Как только маса начинает краснеть - поднимаем гвоздь. Тут главное не сжечь все то, что было выточено. Перегревать не нужно, водим гвоздем добиваясь небольшого искрения. Вся процедура длиться 1-2 минуты.

Данный метод называется цементацией. То есть происходит насыщение режущей кромки углеродом, что в свою очередь добавит прочности.

Далее зажимаем в тисках и отпиливаем шляпку.

Сверло по металлу, сделанное из гвоздя, готово!
Испытания на металле
Переходим к испытаниям. Зажимаем сверло в патроне вертикально-сверлильного станка.
И сверлим стальной уголок как обычным сверлом, периодически сбрызгивая смазкой.

Отверстие просверлено.

Даем вторую попытку.

Выходное отверстие просверлено не хуже чем обычным сверлом.

Теперь задача посложнее - проверить нержавейку. Известно, что просто так это не сделать.