80 холостой ход с напряжением. Сварочный трансформатор делаем сами
Трансформаторы для сварки крайне актуальны для промышленных работ. Это особая аппаратура, которая предназначается для того, чтобы преобразовывать напряжение сети в наиболее нужное именно для сварочного прибора. Схема сварочного трансформатора несложная, и его вполне можно изготовить самостоятельно.
Аппарат эффективно снижает напряжение до холостого хода. Благодаря этому свойству трансформатор для сварки работает без перебоев. Наиболее часто используются трансформаторы стержневого типа. Они отличаются более высокими техническими характеристиками и свойствами: аппарат использует значительно меньшее количество смазочного материала, обладает достаточно простой конструкцией, характеризуется весьма широкими пределами управляемых показателей, отличается высокими показателями сварочного и энергетического функционирования.
В чем заключается принцип работы?

Трансформатор медленно снижает напряжение до 60-80В. А сила тока, наоборот, начинает нарастать до 40-500А. Некоторые модели трансформаторов повышают силу тока до более высоких цифр. Трансформатор должен поддерживать постоянный ток.
Основой всех происходящих процессов является принцип электромагнитной индукции. Большое значение имеет число витков в 1 и 2 обмотке.
Они влияют на коэффициент преобразования. Прибор имеет функцию управления рассеиванием магнитных полей. По магнитопроводу идет ток. Он образует переменное напряжение во всех витках катушки. На выходе напряжение складывается в оптимальное.
Любой сварочный трансформатор должен отвечать требованиям:

- Напряжение на вторичной обмотке должно изначально и повторно возбуждать дугу, поддерживать ее горение при сваривании металлических деталей.
- Внешняя характеристика должна быть падающей. Это важно для ручной, автоматической, полуавтоматической сварки. Получить падающую характеристику можно при помощи искусственного повышения индуктивного сопротивления.
- В любом приборе должна быть предусмотрена система регулировки режима сварки. Наиболее эффективно, если система работает в широком пределе.
Работа устройства для сваривания охватывает 3 режима:
- холостой ход;
- работа с нагрузкой;
- короткое замыкание.
Особенности конструктивного решения
Создать сварочный трансформатор в домашних условиях несложно. Некоторые люди не покупают его, а просто собирают в «кустарных» условиях. Схема сварочного трансформатора есть в интернете. Поэтому создать его не составит труда. Итак, этапы создания аппарата дома:
![]()
- Основная часть – это магнитопровод. Его еще именуют сердечником. Он имеет в своем составе стальные пластины. Пластины должны быть изолированы друг от друга. Самыми хорошими пластинами признаны те, которые состоят из электротехнической стали. Взять их можно из другой техники.
- На магнитопроводе надо разместить обмотки провода (одну или несколько). Первичная обмотка всегда должна быть единичной. Именно на первичную обмотку трансформатора будет подаваться ток. Все оставшиеся обмотки являются вторичными. В тех случаях, когда мастер полагает, что сваривать он будет мало, медленно (спешить некуда), и отличных материалов для сборки не имеется, можно первичную обмотку сделать из проводов. Но надежность аппарата будет ниже. Выбирая провода, нужно учитывать их сечение, изоляцию. Изоляцию можно легко сделать самостоятельно. Провода покрываются лаком, наматываются в две нити. Тип изоляции сильно влияет на надежность всей обмотки, температуру перегрева, устойчивость к воздействию влаги, изоляцию.
- Необходимо отрегулировать выходное напряжение. Регулирование зависит от самой конструкции. Важными элементами тут являются: движения ходового винта (он идет сквозь сердечник) и движения подвижных обмоток. Следует помнить, что многие конструкции содержат неподвижную сетевую обмотку.
- Корпус крайне важен для трансформатора. Он защитит аппарат от повреждения.
- Чтобы усовершенствовать аппарат, можно добавить к нему ручки и колеса. Это крайне необходимо, если сварочный трансформатор тяжелый.

Изготовить обмотку для трансформатора можно из специального обмоточного медного провода. Вторичная обмотка потребует для своего изготовления многожильный кабель, имеющий сечение от 25 до 35 мм. Обмотку можно вывести на медные клеммы. Естественно, покупаемый трансформатор имеет более качественные переключатели.
Самый облегченный трансформатор, изготовленный в домашних условиях, весит более 3 кг. На рынке можно приобрести модели весом более 10 кг.
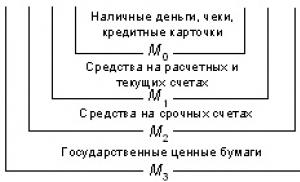
Схема напрямую зависит от того, какой у аппарата сердечник – стержневой, тороидальный. А также от тех деталей, которые присутствуют у создателя. Мир интернета имеет множественные схемы устройства (например, изображение 1). Его собирают из всех возможных подручных элементов.
Устройство может иметь постоянный и переменный ток. Трансформатор с постоянным током актуален для сваривания тонких металлических листов. Такими являются автомобильные листы, кровельная сталь. При сварке на постоянном токе сварочная дуга устойчивая. Можно сваривать на прямой, обратной полярности. Особого значения нет. Если ток переменный, то его с легкостью можно выпрямить. Достаточно использовать мостовые выпрямители, располагающиеся на мощных диодах.
Классификация оборудования и его разновидности
Разновидностей сварочных трансформаторов множество. По конструкции трансформаторы делятся на:

Изображение 1. Схема сварочного аппарата.
- Многопостный аппарат. Его мощность огромна. Благодаря ему можно обеспечить несколько рабочих мест.
- Однопостный. Наиболее характерен для домашнего применения. Схемы по его сборке также имеются.
По фазовому регулированию трансформаторы подразделяются:
- Модель с одной фазой. Она функционирует при напряжении 220 В.
- Модель трансформатора с 3 фазами. Работает от напряжения в 380 В. Аппарат может сваривать достаточно толстый слой металла. Разработаны трансформаторы, рассчитанные на работу также в 220 В.
По конструкции устройства подразделяются:
![]()
- Модель, имеющая магнитное рассеивание. Аппарат состоит из самого трансформатора и дросселя. Дроссель позволяет регулировать напряжение.
- Модель, имеющая увеличенное магнитное рассеивание. Конструкция аппарата более усложненная. В его составе присутствуют подвижные обмотки, конденсатор, импульсный стабилизатор.
- Тиристорная модель. Это новинка среди остальных трансформаторов. Модель имеет силовой трансформатор, фазорегулятор и относительно маленький вес.
Кроме того, стоит подчеркнуть, что рассматриваемое оборудование может работать и на постоянно поступающем токе, и на прерывно поступающем. Те модели, что функционируют на прерывистом токе, отличаются наличием тиристорного типа системы регулирования и дополнительного применения импульсной стабилизации.
Подключение своими руками
Схема подключения трансформатора представлена на инструкции. Следует отметить тот факт, что для правильного функционирования устройства в дальнейшем рекомендуется заблаговременно ее изучить. Перед тем как его подключить, нужно учесть следующие достаточно важные моменты:

- Сперва проверить соответствие его напряжения и напряжения в сети питания.
- Перед подключением сварочная цепь должна быть разомкнута.
- Подключения сварочного трансформатора производят отдельными рубильниками.
- Промежуток между аппаратом и сетью – минимальный.
- Нельзя допускать падения напряжения в сети больше 5%. В тех случаях, когда этот критерий не соблюдается, рекомендовано увеличить сечение проводов.
Советы для грамотной эксплуатации состоят в следующем. Уход за трансформаторами достаточно прост. Нужно обеспечить качественное заземление, содержать контакты в порядке и чистоте, проверять сопротивление изоляции (это важно при работе под открытым небом), соблюдать требования при эксплуатации, указанные в инструкции.
Покупной трансформатор для сварки
Приобретая трансформатор для сваривания проводов, нужно отталкиваться из следующих базовых характеристик:
![]()
- Компактность оборудования.
- Устройство стоит недорого.
- Номинальное напряжение прибора 9-40 В. Устройство крайне простое. При наличии большого желания можно собрать его самостоятельно и не приобретать.
- Количество фаз. Это крайне важный момент при покупке сварочного транзистора.
- Номинальный сварочный ток. Профессиональные аппараты, которые применяют на производстве, должны иметь ток до 1000 А, а домашние модели всего 100 А.
- Пределы регулирования сварочного тока. Для домашней модели наиболее располагающее значение от 50 до 200 А.
- Рабочее напряжение 30-70 В (достаточно высокие величины).
- Номинальный режим работы. С помощью данного показателя можно определить количество времени, в течение которого трансформатор работает беспрерывно.
- Напряжение холостого хода. Значение напряжения не должно превышать 80 В.
- Потребляемая мощность. Зная этот показатель, можно подсчитать КПД. Из расчетов выйдет итог – чем выше КПД, тем лучше работает трансформатор.
Неполадки: как исправить проблему

Любое устройство может перестать работать, несмотря на то, куплено оно или собрано самостоятельно. Ремонт трансформатора можно провести своими усилиями. Конечно, если исключаются промышленные сложные неполадки.
Наиболее распространенные неполадки возникают в цепи прибора. В ней может происходить замыкание, которое и приводит к отключению. Чтобы устранить замыкание, трансформатор нужно разобрать. Неисправные элементы заменяются. Наиболее часто причиной является клеммная колодка, обмотка, располагающаяся рядом с ней.
Может быть и иная причина – это перегрев прибора. Обычно эту причину вызывает установка тока. То есть ток установлен большего значения, чем разрешено в инструкции. Если не учесть этот фактор соответствия, то перегрев будет регулярно сопровождать работу устройства. Это неизбежно приведет к выходу из строя ключевого элемента. В итоге придется менять перемотку полностью.

Если работа трансформатора сопровождается сильным гудением, то это может говорить о том, что внутри конструкции расшатались болты. Чтобы исправить этот нюанс, надо снять корпус трансформатора и подтянуть все болты и гайки.
Как только ремонтные работы проведены, устройство надо заново проверить. В том случае, если аппарат стал хорошо работать, можно продолжить работу.
Трансформатор – это простой и надежный аппарат.
Он доступен широкому слою населения.
Прибор активно используется для дуговой сварки, соединения листов металла, ремонта металлических элементов.
Плюсы сварочного трансформатора
Аппарат имеет множество положительных качеств:

Способы намотки обмоток сварочного аппарата на тороидальном сердечнике: 1 – равномерная, 2 – секционная, а – сетевая обмотка, б – силовая обмотка.
- Он выгодно стоит. Прибор дешевый и надежный.
- Аппарат обладает высоким КПД. Обычно КПД равен 70-90%.
- Прибор расходует электроэнергию по минимуму.
- Провести ремонтные работы при его поломке можно самостоятельно.
- Аппарат легок в использовании и не требует навыков и знаний.
Если прибор работает хорошо, то можно увидеть отличное качество швов, металл не разбрызгивается при сваривании, дуга горит стабильно, и металлические листы наплавляются равномерно. В таких случаях мастера подчеркивают: «варит мягко».
Минусы оборудования
Кроме большого количества преимуществ существуют и отрицательные качества прибора. Итак:
- Чтобы провести сварку наиболее качественно, понадобятся специальные электроды. Они созданы для переменного тока и обладают стабилизирующими свойствами.
- Заниженная стабильность горения дуги. Этот минус присущ только тем трансформаторам, которые не имеют встроенного стабилизатора горения.
- Зависимость от колебания напряжения в сети. Этот минус присущ обыкновенным, простеньким аппаратам.
Таким образом, перед приобретением той или иной модели оборудования настоятельно рекомендуется взвесить все преимущества и недостатки.
Современное оборудование для электросварки предлагает множество современных решений для продуктивной и производительной роботы, в том числе новое поколение аппаратов для сварки – инверторы. Что это такое и как устроен сварочный инвертор?
Инвертор современного типа представляет собой сравнительно небольшой агрегат в пластиковом корпусе общим весом 5-10 кг (в зависимости от вида и типа модели). Большинство моделей имеют прочную текстильную ленту, позволяющую сварщику удерживать агрегат на себе в процессе работы и носить его с собой при перемещении по объекту. На фронтальной части корпуса находится плата управления сварочного инвертора – регуляторы напряжения и других параметров, делающие возможной гибкую настройку мощности во время работы.
Современные аппараты для сварки классифицируются на бытовые, полупрофессиональные и профессиональные, которые отличаются потребляемой мощностью, диапазоном настроек, производительностью работы и другими характеристиками. На рынке популярностью у покупателей пользуются модели российских и зарубежных производителей. В рейтинг наиболее востребованных входят КЕДР ММА-160, Ресанта САИ-160, ASEA-160D, ТОРУС-165, FUBAG IN 163, Rivcen Arc 160 и другие модели.
Как работает сварочный инвертор
Инвертор отличается другим принципом действия и эксплуатационными характеристиками в сравнении с трансформаторными источниками питания. Такое устройство и принцип действия сварочного инверторного аппарата позволяет использовать трансформаторы меньших размеров, нежели сетевые трансформаторы. Современные инверторы для сварки оснащены панелью управления, позволяющей контролировать процессы преобразования тока.
Детально принцип работы сварочного инвертора можно описать по этапам преобразования энергии тока:

Предлагаем посмотреть видео, и закрепить знания по устройству и принципу работы сварочного инвертора
Основные параметры сварочных инверторов
Потребляемая мощность инверторов
Важным показателем работы вида оборудования является потребляемая мощность сварочного инвертора. Она зависит от категории оборудования. Например, бытовые инверторы предназначены для работы от однофазной сети переменного тока 220 В. Полупрофессиональные и профессиональные аппараты обычно потребляют энергию от трехфазной сети переменного тока до 380 В. Следует помнить, что в бытовой электросети максимальная нагрузка тока не должна превышать 160 А, и вся фурнитура, включая силовые автоматы, штепсели и розетки не рассчитаны на показатели выше этой цифры. При подключении аппарата более высокой мощности может вызвать срабатывание автоматов защиты, выгорание выходных контактов на вилке или выгорание электрической проводки.
Напряжение холостого хода инверторного аппарата
Напряжение холостого хода сварочного инвертора – второй важный показатель работы устройства данного типа. Напряжение холостого хода – это напряжение между положительными и отрицательными выходными контактами при отсутствии дуги, которое возникает в процессе преобразования тока питающей сети на двух последовательных преобразователях. Стандартный показатель холостого хода должен находиться в пределах 40-90В, что является залогом безопасности работы и обеспечивает легкое зажигание дуги инвертора.
Продолжительность включения сварочного инвертора
Другим важным классифицирующим показателем работы аппаратов для инверторной сварки является его продолжительность включения (ПВ), то есть максимальное время непрерывной работы прибора. Дело в том, что при продолжительной работе под высоким напряжением, а также в зависимости от температуры окружающей среды, агрегат может перегреваться и выключаться через разный промежуток времени. Продолжительность включения обозначается производителями в процентах. Например, 30% продолжительность включения означает способность оборудования работать непрерывно на максимальном токе 3 минуты из 10. Уменьшение частоты тока позволяет продлить продолжительность включения. Разные производители указывают разную ПВ, в зависимости от принятых стандартов работы с аппаратом.
В чем отличия от сварочных аппаратов предыдущих поколений
Раньше для сварки использовались различные виды агрегатов, с помощью которого получали выходной ток нужной частоты для возбуждения дуги. Различного вида трансформаторы, генераторы и другое оборудование имели ограничения в эксплуатации, в большей мере из-за своих больших внешних характеристик. Большинство аппаратов предыдущего поколения работали только вместе с громоздкими трансформаторами, которые преобразовывали сетевой переменный ток в высокие токи на вторичной обмотке, делая возможным возбуждение сварочной дуги. Главным недостатком трансформаторов были их большие габариты и вес. Принцип действия инвертора (увеличение выходной частоты тока) позволил уменьшить размеры установки, а также получить большую гибкость в настройках работы аппарата.
Достоинства и основные характеристики инверторных аппаратов
К достоинствам, делающих инверторный источник сварочного тока наиболее популярным видом сварочных аппаратов, можно причислить:
- высокий КПД – до 95% при сравнительно низком потреблении электричества;
- высокая продолжительность включения – до 80%;
- защита от перепадов напряжения;
- дополнительное увеличение мощности при разрыве дуги (т.н. форсаж дуги);
- небольшие габариты, компактность, позволяющая удобно переносить и хранить агрегат;
- сравнительно высокий уровень безопасности работы, хорошая электроизоляция;
- лучший результат сварки – аккуратный качественный шов;
- возможность работы с трудносовместимыми металлами и сплавами;
- возможность использования любых типов электродов;
- возможность регулирования основных параметров при работе инвертора.
Главные недостатки:
- более высокая цена в сравнении с другими типами сварочных аппаратов;
- дорогостоящий ремонт.
Отдельно следует упомянуть о еще одной особенности данной разновидности сварочных аппаратов. Инверторный аппарат является очень чувствительным к влаге, пыли и другим мелким частицам. При попадании внутрь пыли, особенно металлической, прибор может выйти из строя. То же самое касается влаги. Хотя производители оснащают современные инверторы защитой от попадания влаги и пыли, следовать правилам и мерам предосторожности при работе с ними все же стоит: не работать с прибором во влажной среде, возле работающей «болгарки» и т.д.
Низкие температуры – еще один «пунктик» всех инверторов. На морозе прибор может не включиться из-за сработавшего датчика перегрузки. При низких температурах также может образоваться конденсат, что может повредить внутренние электросхемы и вывести аппарат из строя. Поэтому, при регулярной эксплуатации инвертора необходимо регулярно «продувать» его от пыли, защищать от влаги и не работать при низких температурах.
Сварочный трансформатор представляет собой оборудование, применяемое для дуговой ручной и прочих видов сварки. В зависимости от модели, технических характеристик существуют бытовые и промышленные разновидности. Сварочный выпрямитель или трансформатор преобразует электричество сети до требуемого значения. В состав аппарата входит несколько основных узлов. Их совместное действие образует электрическую дугу. Она плавит металл, соединяя детали сварным швом.
Конструкция
Устройство сварочного трансформатора достаточно простое. У многих мастеров получается собрать аппарат самостоятельно. Трансформатор с простейшей конструкцией для сварочного аппарата работает при подключении к однофазной сети. Он имеет три основных элемента:
- магнитопривод (сердечник);
- первичную стационарную обмотку;
- вторичную движущуюся обмотку.
Магнитоприводом выступает элемент из ферромагнитной стали с замкнутым контуром. Первичная обмотка подключается к сети, а вторичная – на массу и держатель электрода. Сопротивление контура понижается, их электромагнитная связь повышается.
Более совершенные конструкции имеют в своем составе дроссель и прочие дополнительные элементы.
Принцип работы
Принцип работы сварочного трансформатора заключается в постепенном понижении напряжения до уровня 60-80В и одновременном повышении силы тока до 40-500 А. Прибор при эксплуатации чаще всего поддерживает переменный ток. Однако есть и другие разновидности, выдающие постоянный электрический поток. Их называют выпрямителями.
Работа оборудования происходит по единому принципу. При подключении напряжения по первичному контуру проходит переменный ток. Он создает магнитный поток. В обеих обмотках индуцируется электродвижущая сила. Ее можно соотнести с количеством витков обмотки.
Например, первая обмотка имеет 100 витков, а вторая – 5. Коэффициент трансформации в этом случае равен 100:5 = 20. Если это оборудование подключить к бытовой сети, на выходе получится напряжение 220:20 = 11В.
Чтобы поменять нагрузку, сварщики меняют зазор магнитопривода. При его увеличении сила тока уменьшается. И, наоборот. Чтобы подобрать необходимое значение напряжения для сварки, определяется требуемое количество витков вторичной обмотки.
Составные элементы
Устройство сварочного трансформатора позволяет понизить напряжение и увеличить силу тока для проведения процесса плавления металла. Определение этих показателей производится при создании и настройке аппарата. Для осуществления оборудованием установленных функций, сварочные трансформаторы включают в себя определенный набор комплектующих. Помимо магнитопривода и двух обмоток в состав конструкции входят:
- винт вертикальный с лентовидным типом резьбы;
- рукоятка для его вращения;
- ходовая гайка винта;
- система подвеса (защищает от повреждений);
- зажимы для крепления и вывода проводов;
- корпус с вентиляционной решеткой.
В некоторых сварочных трансформаторах с переменным значением тока могут применяться дополнительные элементы, облегчающие работу мастера.
Дополнительные узлы
Сварочные трехфазные и однофазные трансформаторы и выпрямители могут иметь несколько дополнительных узлов. Они позволяют усовершенствовать работу прибора. Такими узлами могут быть:
- конденсаторы;
- дополнительные вторичные обмотки;
- импульсные стабилизаторы;
- тиристорные фазорегуляторы.
Агрегат бывает с подвижным шунтом. Расстояние между обмотками меняется не за счет движения вторичной обмотки, а при помощи дополнительной детали. Шунт будет менять расстояние зазора. Также наличие особой секционной обмотки, устроенной по другому принципу, способствует регулировке напряжения.
Промышленный или бытовой сварочный трансформатор иногда нуждается в дополнительном сопротивлении. Мастеру предоставляется возможность продолжить регулировку. Дополнительные возможности появляются без процесса разведения обмоток. Мастер при помощи такого прибора сможет сварить очень тонкие или толстые листы металла.
Сопротивление может быть выполнено в виде отдельного корпуса. В нем установлен набор контакторов. Эти элементы задают требуемое значение сопротивления.
Разновидности
Устройство и принцип действия промышленного или бытового сварочного трансформатора определяют его технические характеристики. Существуют разные принципы классификации аппаратуры. По назначению выделяют однопостные и многопостные устройства. В первом случае прибор предназначен для бытового применения. Он установлен в инверторах мощностью 3-10 кВт. Бытовая сеть не рассчитана на применение аппарата мощностью более 10 кВт.
Многопостные приборы имеют сложную конструкцию. Их применяют в профессиональных, промышленных аппаратах с мощностью от 10 кВт и выше. Такой прибор может обслуживать одновременно несколько рабочих мест.
По фазному признаку различают трехфазный и однофазный сварочный трансформатор. Бывают приборы, способные переключаться на разное напряжение сети. Для бытового применения подходят однофазные агрегаты (220 В), а для промышленного требуется трехфазное оборудование (380 В). Этот признак определяет нагрузку на выходе. Трехфазным прибором можно сварить толстые детали. Однофазным моделям это не под силу.
Типы конструкции
Классификация сварочных трансформаторов происходит также по принципу устройства конструкции. Выделяют три основные группы:
- Аппаратура с номинальным магнитным рассеиванием. Она имеет дроссель для регулировки выходного напряжения.
- Оборудование с увеличенным показателем магнитного рассеивания. Имеет сложную конструкцию. Она включает в себя несколько подвижных обмоток, импульсный стабилизатор и конденсатор. Также могут присутствовать другие компоненты.
- Тиристорные типы сварочных трансформаторов. Они имеют соответствующее устройство фазорегулятора. Приборы тиристорного типа характеризуются относительно малым весом.
Представленную классификацию имеют аппараты переменного тока. Существуют модели постоянного тока. Они имеют большие габариты, более сложное устройство. В их составе есть выпрямитель.
Такие модели стабильнее, удобнее в работе. Назначение сварочного трансформатора, который функционирует при постоянном токе, в этом случае определяется как промышленное. Оборудование позволяет мастеру работать с цветными металлами и нержавейкой. Стоимость подобных приборов достаточно высокая. Поэтому сварочные трансформаторы этого типа применяются исключительно в профессиональных целях. Для бытовых нужд вполне подходят устройства переменного тока.
Холостой ход
Сварочные трансформаторы функционируют в режиме нагрузки и на холостом ходу. В процессе создания шва, между электродом и заготовкой замыкается вторичная обмотка. Электричество плавит металл, соединяя две части детали в единую конструкцию. Когда шов создан, вторичная цепь размыкается. Сварка окончена, агрегат переходит в режим холостого хода.
Электродвижущие силы (ЭДС) сначала образуются из-за созданного магнитного поля. Далее они поддерживаются путем рассеивания. Они ответвляются от главного потока в магнитоприводе.
ЭДС замыкаются между витками катушки в воздушном пространстве. Они и образуют показатели холостого напряжения. Он считается безопасным для жизни мастера. Холостой ход ограничивается показателем 48 В. В некоторых моделях это значение увеличено до 70 В. Если показатели холостого хода превышают установленное значение, необходимо применять автоматическое ограничение. Оно срабатывает сразу после прекращения сварки. Также корпус агрегата должен иметь заземление. Это способствует увеличению безопасности работы мастера.
На что обращать внимание при выборе?
Выбирая сварочные трансформаторы, следует обратить внимание на главные технические характеристики. К ним относят следующее:
- Напряжение сети. Показатель должен соответствовать указанному производителем значению (220 или 380 В).
- Диапазон регулирования. Чем шире пределы, тем больше возможностей предоставляется сварщику. Можно выбрать электроды разного диаметра. Бытовые разновидности характеризуются диапазоном регулирования от 50 до 200 А.
- Номинальный ток. Профессиональные устройства выдают около 1000 А, а бытовые – до 100 А.
- Рабочее напряжение. На выходе из устройства для дуговой сварки должно определяться номинальное значение 30-70В.
- Продолжительность сварки. Показатель определяет, сколько агрегат сможет работать непрерывно. Бытовые модели выполняют непрерывную сварку около 15-20 мин., а профессиональные – несколько часов.
- Напряжение на холостом ходу. Показатель не должен превышать границы 70 В.
- Потребляемая мощность. Чем выше этот показатель, тем эффективнее работает оборудование. Однако надо учитывать возможности бытовой сети. Слишком большая нагрузка может быть недопустимой.
При выборе необходимо учитывать, для каких целей приобретается оборудование. В этом случае получится купить агрегат с оптимальными показателями по приемлемой цене.
Возможные неисправности
Сварочные трансформаторы могут выходить из строя по нескольким причинам. В большинстве случаев ремонт можно произвести самостоятельно. Для этого необходимо определить причину поломки.
Чаще всего аппарат для сварки выходит из строя при замыкании в цепи. Оно происходит между элементами конструкции. Замыкание вызывает отключение аппарата. Чтобы возобновить работу агрегата, необходимо его разобрать. Неисправный элемент потребуется заменить. Чаще всего причиной такой поломки становится клеммная колодка или проходящая рядом с ней обмотка.
Второй причиной выхода аппарата из строя является перегрев. Он происходит, если устанавливается значение напряжения больше, чем рекомендовано производителем. Если подобная проблема появляется часто, перемотку потребуется частично или полностью заменить. Для этого приобретается провод с таким же диаметром сечения.
Если в процессе работы появился сильный шум, гудение, потребуется разобрать корпус. Причиной является ослабление зажима гайки или болта. Все соединения потребуется подтянуть.
После проведения ремонта работу оборудования тестируют. Если все в порядке, можно приступать к сварке снова. Конструкция агрегата отличается простотой и надежностью. Поэтому поломки и сбои в его работе появляются редко.
Оборудование для сварки широко применяется как любителями, так и профессионалами. При помощи такого устройства можно соединять тонкие и толстые заготовки, листы из различных материалов посредством электрической дуги. В зависимости от назначения и условий применения аппаратуры, следует приобретать прибор с требуемыми техническими характеристиками.
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.
Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.

Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками. Именно для этого и предусмотрена движущаяся часть конструкции. На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
Холостой ход
Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
Схема сварочного трансформатора и ее модификации
Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены:
- несколькими вторичными обмотками;
- конденсаторами;
- импульсными стабилизаторами;
- тиристорными фазорегуляторами.
Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Расчет сварочного трансформатора
Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
Отличия и разновидности оборудования
Виды сварочных трансформаторов разделяются по рабочему предназначению. Они различаются по:
- Весу и размеру. От компактных с ремнем для плеча, до больших, перемещаемых на колесиках или тельфером
- Выдаваемому напряжению холостого хода от 48 V до 70 V.
- Силе тока от 50 до 400 А. На крупных производственных предприятиях встречаются модели с показателем 1000А.
- Потребляемого тока и количеству фаз - 220-380V. Одно и трехфазные версии.
- Импульсной подаче тока или непрерывной.
- Возможности работы с разными диаметрами электродов, от 2 до 6 мм.
Трансформаторная сварка - простой способ получить крепкое соединение. Она хорошо подойдет для монтажа заборов, сварки труб, создании стеллажей и каркасов беседок. Издаваемый гул от аппарата и треск сварочной дуги вносят некоторый дискомфорт от использования устройства.
Сварочные трансформаторы отличаются ценовой доступностью в магазинах и легкостью схемы сборки в домашних условиях. Их принцип действия несложен, а работа аппарата на видео помогает понять основы обращения с агрегатом. Качество шва сохраняется на высоком уровне, поэтому они широко применяются в быту и промышленной сфере.
Сварочные трансформаторы по фазности электрического тока подразделяются на однофазные и трехфазные, а по количеству постов - на однопостовые и многопостовые. Однопостовой трансформатор
служит для питания сварочным током одного рабочего места и имеет соответствующую внешнюю характеристику.
Многопостовой трансформатор
служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику. Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включают дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы:
трансформаторы с нормальным магнитным рассеянием, конструктивно выполненные в виде двух раздельных аппаратов (трансформатор и дроссель) или в едином общем корпусе;
трансформаторы с развитым магнитным рассеянием, конструктивно различающиеся по способу регулирования (с подвижными катушками, с магнитными шунтами, со ступенчатым регулированием).
В СССР нашли применение трансформаторы обеих групп, а за последние годы преимущественно трансформаторы в однокорпусном исполнении с развитым магнитным рассеянием и с магнитными шунтами.
Трансформаторы с нормальным магнитным рассеянием.
Трансформаторы с отдельным дросселем.
Жесткая внешняя характеристика такого трансформатора получается за счет незначительного магнитного рассеяния и малого индуктивного сопротивления обмоток трансформатора. Падающие внешние характеристики создаются дросселем, имеющим большое индуктивное сопротивление.
Технические данные трансформаторов СТЭ-24У и СТЭ-34У с дросселями приведены в табл. 23.
Таблица 23
Технические характеристики сварочных трансформаторов

Продолжение табл. 23

Трансформаторы типа СТН со встроенным дросселем.
По этой конструктивной схеме выполнены трансформаторы СТН-500 и СТН-500-1 для ручной дуговой сварки и трансформаторы с дистанционным управлением ТСД-500, ТСД-2000-2, ТСД-1000-3 и ТСД-1000-4 для автоматической и полуавтоматической сварки под флюсом. Технические данные указанных трансформаторов приведены в табл. 23.
Схема конструкции трансформатора типа СТН системы академика В. П. Никитина и его внешние статические характеристики показаны на рис. 58. Магнитное рассеяние и индуктивное сопротивление обмоток (1
и 2
) трансформатора невелики, внешняя характеристика жесткая. Падающая характеристика создается за счет реактивиой обмотки 3
, создающей индуктивное сопротивление. Верхняя часть магнитопровода является одновременно и частью сердечника дросселя.

Величина сварочного тока регулируется перемещением подвижного пакета 4
(винтовым механизмом с помощью рукоятки 5
). Напряжение холостого хода у этих трансформаторов 60 - 70 в
, а номинальное рабочее напряжение U
ном = 30 в
. Несмотря на объединенный магнитопровод, трансформатор и дроссель работают независимо друг от друга. В электротехническом отношении трансформаторы типа СТН не отличаются от трансформаторов с отдельными дросселями типа стэ.
Для автоматической и полуавтоматической сварки применяют трансформаторы типа ТСД. Общий вид конструкции трансформатора ТСД-1000-3 и его электрическая схема показаны на рис. 59 и 60.


Трансформаторы типа ТСД имеют повышенное напряжение холостого хода (78 - 85 в
), необходимое для стабильного возбуждения и горения сварочной дуги при автоматической сварке под флюсом.
Падающая внешняя характеристика трансформатора создается реактивной обмоткой 4
.
Трансформатор типа ТСД имеет специальный электропривод для дистанционного регулирования сварочного тока. Для включения приводного синхронного трехфазного электродвигателя ДП с понижающим червячным редуктором служат два магнитных пускателя ПМБ и ПММ, управляемые кнопками. Перемещение подвижной части пакета магнитопровода ограничивается конечными выключателями ВКБ и ВКМ.
Трансформаторы снабжены фильтрами для подавления радиопомех. Кроме применения для автоматической и полуавтоматической сварки под флюсом, трансформаторы ТСД-1000-3 и ТСД-2000-2 применяются в качестве источника питания для термической обработки сварных соединений из легированных и низколегированных сталей.
Трансформаторы с развитым магнитным рассеянием.
Трансформаторы типа ТС и ТСК
представляют собой передвижные понижающие трансформаторы стержневого типа с повышенной индуктивностью рассеяния. Они предназначены для ручной дуговой сварки и наплавки, могут применяться для сварки под флюсом тонкими проволоками. В трансформаторах типа ТСК параллельно первичной обмотке подключен конденсатор для повышения коэффициента мощности.
Трансформаторы типа ТС, ТСК не имеют подвижных сердечников, склонных к вибрации, поэтому они работают почти бесшумно. Регулирование сварочного тока осуществляется изменением расстояния между подвижной I
и неподвижной II
катушками (рис. 61, в). При удалении подвижной катушки от неподвижной увеличиваются магнитные потоки рассеяния и индуктивное сопротивление обмоток. Каждому положению подвижной катушки соответствует своя внешняя характеристика. Чем дальше находятся друг от друга катушки, тем большее число магнитных силовых линий будет замыкаться через воздушные пространства, не захватывая второй обмотки, и тем круче будет внешняя характеристика. Напряжение холостого хода в трансформаторах этого типа при сдвинутых катушках на 1,5 - 2 в
больше номинального значения (60 - 65 в
).

Конструкция трансформатора ТС-500 и внешние вольт-амперные характеристики показаны на рис. 61,а,б. Технические данные трансформаторов ТС и ТСК приведены в табл. 23.
Трансформаторы с магнитными шунтами типа СТАН, ОСТА и СТШ.
Разработанные Институтом электросварки имени Е. О. Патона сварочные трансформаторы типа СТШ-500 (А-760) имеют высокие эксплуатационные показатели и большой срок службы по сравнению с трансформаторами типа ТС, ТСК, ТД.
Трансформатор СТШ стержневого типа, однофазный, выполнен в однокорпусном исполнении и предназначен для питания электрической сварочной дуги переменным током частотой 50 гц
при ручной дуговой сварке, резке и наплавке металлов. На рис. 62 показана схема трансформатора СТШ-500.

Магнитопровод (сердечник трансформатора) изготовляется из электротехнической стали Э42 толщиной 0,5 мм
. Стальные листы соединяют изолированными шпильками.
Катушки первичной обмотки трансформатора выполнены из изолированного алюминиевого провода прямоугольного сечения, а вторичной - из голой алюминиевой шины, между витками которой прокладывают асбестовые прокладки, предназначенные для изоляции витков от короткого замыкания.
Регулятор тока состоит из двух подвижных магнитных шунтов, расположенных в окне магнитопровода. Вращением винта по часовой стрелке шунты раздвигаются, а против часовой - сдвигаются, происходит плавное регулирование сварочного тока. Чем меньше расстояние между шунтами, тем меньше сварочный ток, и наоборот. Шунты изготовляют из той же электротехнической стали, что и мапштопровод.
Для снижения помех радиоприемным устройствам, возникающих при сварке, применяют емкостный фильтр из двух конденсаторов типа КБГ-И. Конденсаторы смонтированы на стороне высокого напряжения.
В настоящее время создан ряд новых переносных источников питания сварочной дуги переменным током - малогабаритные трансформаторы
. Примерами таких трансформаторов являются, например, монтажные трансформаторы ТМ-300-П, ТСП 1 и ТСП-2.
Монтажный трансформатор ТМ-300-П предназначен для питания сварочной дуги при однопостовой дуговой сварке на монтажных, строительных и ремонтных работах. Трансформатор обеспечивает крутопадающую внешнюю характеристику (с отношением тока короткого замыкания к току номинального рабочего режима 1,2 - 1,3) и ступенчатое регулирование сварочного тока, что позволяет выполнять сварку электродами диаметром 3, 4 и 5 мм
. Он однокорпусной, имеет малый вес и удобен для транспортирования. Трансформатор ТМ-300-П имеет разделенные обмотки, что позволяет получать значительное индуктивное сопротивление для создания падающих внешних характеристик. Магнитопровод стержневого типа набирается из холоднокатаной текстурированной стали Э310, Э320, Э330 толщиной 0,35 - 0,5 мм
. Электрическая схема трансформатора приведена на рис. 63.

Первичная обмотка состоит из двух катушек одинакового размера, полностью размещенных на одном стержне магнитопровода. Вторичная обмотка также состоит из двух катушек, из которых одна - основная - размещается на стержне магнитопровода вместе с первичной обмоткой, а вторая - реактивная - имеет три отпайки и размещается на другом стержне магнитопровода.
Реактивная вторичная обмотка значительно удалена от первичной обмотки и имеет большие потоки рассеяния, определяющие повышенное индуктивное ее сопротивление. Величина сварочного тока регулируется переключением числа витков реактивной обмотки. Такое регулирование тока позволяет увеличить напряжение холостого хода при малых токах, обеспечивая условия для устойчивого горения сварочной дуги.
Первичную обмотку выполняют из медного провода с изоляцией, а вторичную обмотку наматывают шинкой. Обмотки пропитывают кремнийорганическим лаком ФГ-9, что позволяет повышать температуру их нагрева до 200° С. Магнитопровод с обмотками размещается на тележке с двумя колесами. Для сварки в монтажных условиях электродами диаметром 3 и 4 мм
применяют облегченный трансформатор ТСП-1. Трансформатор рассчитан на кратковременную работу при коэффициенте загрузки поста менее 0,5 и электродах диаметром до 4 мм
. Электрическая схема и внешние характеристики такого трансформатора показаны на рис. 64. Вследствие большого расстояния между первичной обмоткой А
и вторичной обмоткой Б
образуются значительные потоки магнитного рассеяния. Падение напряжения за счет индуктивного сопротивления обмоток обеспечивает крутопадающие внешние характеристики.

Регулирование сварочного тока ступенчатое, как и у сварочного трансформатора ТМ-300-П.
Для уменьшения веса конструкция трансформатора выполнена из высококачественных материалов - магнитопровод - из холоднокатаной стали, а обмотки - из алюминиевых проводов с теплостойкой стеклянной изоляцией.
Технические данные трансформатора ТСП-1 приведены в табл. 23.
Для сварки в монтажных условиях выпускаются также малогабаритные облегченные сварочные трансформаторы СТШ-250 с плавным регулированием сварочного тока, разработанные Институтом электросварки имени Е. О. Патона, и ТСП-2, разработанные Всесоюзным научно-исследовательским институтом электросварочного оборудования. Основные технические данные этих трансформаторов приведены в табл. 24.
Таблица 24
Технические характнристики трансформаторов СТШ-250 и ТСП-2
Для выполнения сварочных работ на различной высоте в монтажных условиях создан специальный сварочный трансформатор ТД-304 на салазках, оборудованный дистанционным регулированием сварочного тока непосредственно с рабочего места электросварщика. Основные технические данные такого трансформатора в сравнении с трансформатором ТС-300 приведены в табл. 25.
Таблица 25
Технические характеристики трансформаторов ТД-304 и ТС-300